Как правильно писать в трудовой книжке электрогазосварщик или газоэлектросварщик для получения льготного стажа., Москва | вопрос №14071563 от 23.09.2022
Федеральным законом от 17 декабря 2001 года №173–ФЗ «О трудовых пенсиях в Российской Федерации» определено право граждан на досрочную трудовую пенсию по старости за работу с тяжелыми, вредными и опасными условиями труда.
Согласно пункту 2 статьи 27 вышеуказанного закона такая пенсия устанавливается в строгом соответствии со Списками №1 и №2 производств, работ, профессий, должностей и показателей, дающих право на льготное пенсионное обеспечение, утверждёнными Постановлением Кабинета Министров СССР от 26 января 1991 года №10.
Разделом XXXIII «Общие профессии» Списка №2 право на льготное пенсионное обеспечение представлено газорезчикам электросварщикам ручной сварки электросварщикам на автоматических и полуавтоматических машинах, занятым сваркой в среде углекислого газа, на работах с применением флюсов, содержащих вредные вещества не ниже 3–го класса опасности, а также на полуавтоматических машинах электрогазосварщикам, занятым на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3–го класса опасности.
Представители данных профессий имеют право выйти на пенсию по старости на пять лет раньше общеустановленного пенсионного возраста (60 лет для мужчин, 55 лет для женщин). В частности, досрочная трудовая пенсия назначается: мужчинам по достижении возраста 55 лет и женщинам по достижении возраста 50 лет, если они проработали на работах с тяжелыми условиями труда соответственно не менее 12 лет 6 месяцев и 10 лет и имеют страховой стаж соответственно не менее 25 и 20 лет.
Если указанные лица трудились на перечисленных работах менее половины установленного срока и имеют требуемую продолжительность страхового стажа, трудовая пенсия им назначается с уменьшением возраста на один год за каждые 2 года и 6 месяцев такой работы мужчинам и за каждые 2 года такой работы женщинам. Например, если мужчина проработал электрогазосварщиком ручной сварки восемь лет и имеет более 25 лет страхового стажа, досрочная пенсия по старости может быть ему назначена со снижением пенсионного возраста на три года, то есть в 57 лет.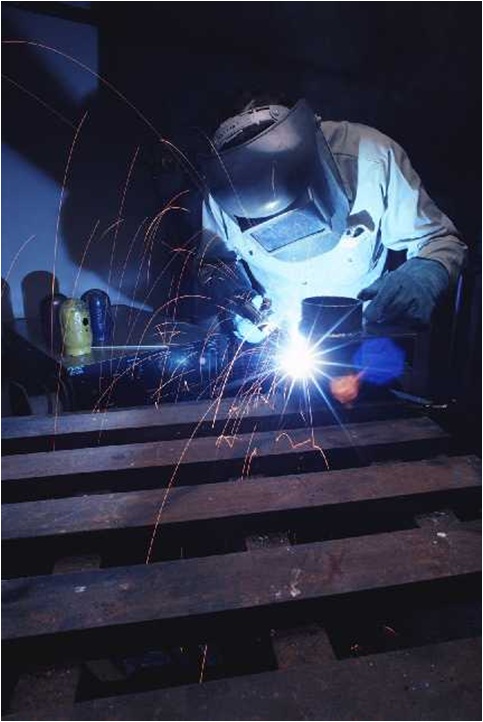
Электросварщикам, занятым на ручной сварке или на полуавтоматических машинах, досрочная пенсия назначается без каких-либо дополнительных условий. Для них достаточно выполнения работ, предусмотренных для этой профессии в ЕТКС. Здесь следует заметить, что в тарифно-квалификационных характеристиках на профессию «Электросварщик на автоматических и полуавтоматических машинах» предусмотрены как электросварочные работы, так и пайка методом электросварки. Работа на пайке не лишает электросварщика права на льготное пенсионное обеспечение.
Автоматическая или полуавтоматическая электросварка в среде аргона или другого инертного газа права на пенсию по Списку №2 не дает. Сварщикам на контактной (прессовой) сварке пенсия по старости назначается на общих основаниях.
Сварщикам на контактной (прессовой) сварке пенсия по старости назначается на общих основаниях.
Также нужно иметь в виду, что «электрогазосварщик» и «газоэлектросварщик» – это разные наименования одной профессии, поэтому рабочие, которые по трудовым документам значатся газоэлектросварщиками, могут пользоваться правом на льготное пенсионное обеспечение по Списку №2 как электрогазосварщики при документальном подтверждении их занятости в течение полного рабочего дня на соответствующих видах работы.
Вместе с тем, рабочим, в том числе и электросварщикам, работающим в особо опасных условиях труда, досрочная трудовая пенсия может быть установлена по Списку №1 в случае работы в производствах, предусмотренных этим списком. За работу в более вредных и опасных условиях по Списку №1 предоставляются льготы по снижению общеустановленного пенсионного возраста при полном требуемом стаже (10 лет для мужчин и 7,5 года для женщин) на десять лет.
Обращаем внимание, основным документом, подтверждающим право на льготное пенсионное обеспечение за периоды работы до регистрации застрахованного лица в системе обязательного пенсионного страхования, является трудовая книжка. Она должна быть заполнена в соответствии с Инструкцией о порядке ведения трудовых книжек на предприятиях, в учреждениях и организациях и Единым тарифно–квалификационным справочником работ и профессий рабочих. В случае, если в трудовой книжке содержатся неполные, неточные записи или необходимо дополнительно подтвердить данные, уточняющие льготный характер работы и вид сварки, застрахованному лицу следует представить с места работы уточняющую справку (с указанием документов, на основании которых она выдана). К таким документам относятся рабочая (должностная) инструкция технические паспорта на сварочное оборудование ведомость учета основных средств, в которой указано наличие и количество сварочного оборудования наряд на выполнение работ ведомость учета расходования материалов для проведения сварочных работ карта аттестации рабочего места приказы о предоставлении дополнительных отпусков за вредные условия труда, а также о средствах индивидуальной защиты лицевые счета (если в них отражена доплата за вредные условия труда) и другие.
Она должна быть заполнена в соответствии с Инструкцией о порядке ведения трудовых книжек на предприятиях, в учреждениях и организациях и Единым тарифно–квалификационным справочником работ и профессий рабочих. В случае, если в трудовой книжке содержатся неполные, неточные записи или необходимо дополнительно подтвердить данные, уточняющие льготный характер работы и вид сварки, застрахованному лицу следует представить с места работы уточняющую справку (с указанием документов, на основании которых она выдана). К таким документам относятся рабочая (должностная) инструкция технические паспорта на сварочное оборудование ведомость учета основных средств, в которой указано наличие и количество сварочного оборудования наряд на выполнение работ ведомость учета расходования материалов для проведения сварочных работ карта аттестации рабочего места приказы о предоставлении дополнительных отпусков за вредные условия труда, а также о средствах индивидуальной защиты лицевые счета (если в них отражена доплата за вредные условия труда) и другие.
Льготная пенсия электрогазосварщика
В предыдущих своих обзорах мы неоднократно затрагивали вопросы оформления и получения льготных пенсий. Сегодня наша статья будет немного конкретнее. А точнее – мы рассмотрим порядок назначения льготной пенсии электрогазосварщикам. Впрочем, статья будет полезна и тем, чья профессия подразумевает работу в тяжелых условиях труда. Прочитав ее до конца, вы узнаете, на какие льготы вы можете претендовать при выходе на пенсию и как эти льготы получить.
Начнем с того, что льготной в нашей стране называют пенсию, которая назначается раньше положенного по закону срока. Такой срок прописан в ст. 8 ФЗ №400 от 28.12.13 г. и составляет шестьдесят лет для мужчин и пятьдесят пять лет – для женщин. В свою очередь лица, перечисленные в статьях 30-32 ФЗ №400 могут уйти на заслуженный оплачиваемый отдых раньше, но при соблюдении ряда условий:
соответствие профессии, должности и места работы утвержденным на государственном уровне льготным спискам
наличие стажа не ниже минимально требуемого
наличие необходимого пенсионного коэффициента
условия труда должны быть признаны вредными/опасными/тяжелыми официально в хоте специальной оценки или аттестации
Эти условия являются базой для работников льготных специальностей, за исключением врачей и педагогов. Помимо них для каждой группы льготников и для каждой профессии в отдельности устанавливаются свои, индивидуальные требования.
Помимо них для каждой группы льготников и для каждой профессии в отдельности устанавливаются свои, индивидуальные требования.
Документальная база, регулирующая назначение льготных пенсий
Электрогазосварщики получают льготную пенсию, как граждане занятые на производствах с тяжелыми условиями труда, на основе:
раздела XXXIII Списка №2, утвержденного Кабмином СССР в Постановлении №10 от 26.01.91 г. по которому ведется зачет стажа трудящихся в тяжелых условиях с 1992 г.
Списка №2, утвержденного Совмином СССР в Постановлении №1173 от 22.08.56 г. по которому зачет стажа трудящихся в тяжелых условиях велся до 1992 г.
Условия назначения пенсии электрогазосварщикам
Для назначения электрогазосварщику пенсии досрочно (на 5 лет раньше), необходимо одновременное выполнение следующих условий:
Стаж электрогазосварщика
Мой младший брат уже 9 лет работает электрогазосварщиком по Списку № 1 и надеется получить досрочную пенсию. Подскажите, какие документы он должен собрать, чтобы доказать свой льготный стаж?
Профессия электрогазосварщик действительно указана и в Списке № 2, и в Списке №1.
§ Утв. Постановлением Кабинета Министров СССР от % 26.01.91 г. №10
Список № 1 – это работы с особо вредными и тяжелыми условиями труда. Поэтому ваш брат имеет право на пенсию в 50 лет при наличии 10 лет стажа по профессии и 20 лет страхового стажа.
Поскольку у него есть уже больше половины (5 лет) спецстажа, то пенсия может быть
назначена с уменьшением общего пенсионного возраста (60 лет) на 1 год за каждый год работы по профессии.
Главное подтверждение льготного стажа – трудовая книжка.
Если в ней все записи сделаны правильно, если все печати и подписи на месте, то никаких дополнительных документов вообще не потребуется.
Если же чего-то нет, то придется собирать уточняющие справки с тех предприятий, где он работал.
Похожие юридические вопросы:
Работа с вредными условиями труда. Положена ли досрочная пенсия? У нас на щебзаводе впервые была проведена аттестация рабочих мест. Определили, что.
Нужна ли прописка для подтверждения северного стажа? По профессии я монтажник нефтегазового оборудования. В районах, приравненных к Крайнему.
В районах, приравненных к Крайнему.
С какой даты по закону начисляется пенсия? Заявление и все документы на льготную пенсию моя жена подала в начале.
Дадут ли мне пенсию в 45 лет? Мой общий трудовой стаж составляет 38 лет. В том числе подземный по.
Медицинский стаж на Крайнем Севере Мой общий стаж 28 лет, а медицинский стаж на селе 18 лет.
Выход на пенсию в по Списку № 2 Мой муж – пенсионер МВД по смешанному варианту. С учетом службы и.
Северный стаж и служба в армии Зачтут ли армейский стаж? Я имею стаж работы 11 лет в районах, приравненных.
Не зачли в стаж работу воспитателем на Украине При оформлении документов для назначения досрочной трудовой пенсии мне сказали, что период.
Войдет ли в медицинский стаж работа на неполную ставку? С 1 октября 2005 года по 20 мая 2008 года я работала.
Пенсия электрогазосварщикам!
Опубликовано 27.05.2014 | Автор: admin
В соответствии с разделом XXXIII «Общие профессии» Списка №2 право на досрочное назначение трудовой пенсии по старости предусмотрено электрогазосварщикам, занятым на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Если работник по трудовой книжке значился работающим электрогазосварщиком и отсутствуют документы о характере выполняемой работы, то для определения права на досрочное назначение трудовой пенсии по старости достаточно подтверждения, что в организации, в которой он был занят, не применялись автоматические машины, либо по технологии осуществляемых организацией видов деятельности (производств, работ) не могла выполняться другая сварка, кроме ручной. Если же производилась автоматическая сварка, то необходимо подтверждение выполнения работ с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
При отсутствии документального подтверждения характера выполняемых работ, оснований для включения в стаж работы по Списку №2 периодов работы в качестве электрогазосварщиков по записям в трудовой книжке не имеется.
Согласно Инструкции о порядке ведения трудовых книжек. Утвержденной Постановлением Правительства РФ от 16.04.2003 г. № 225 «О трудовых книжках», наименования профессий в них должны в носится в соответствии с ЕТКС (Единый тарифно-квалификационный справочник), а наименования должностей – с Единой номенклатурой должностей служащих. Списки льготных должностей и профессий также составлены в строгом соответствии с этими документами. Поэтому, основанием для представления пенсионной льготы является работа в конкретной профессии (должности) прямо предусмотренной Списками № 1, 2 производств, работ, профессий и должностей дающих право на льготное пенсионное обеспечение.
Разделом XXXIII «Общие профессии» Списка от 26.01.1991 г. № 1 поименованы электрогазосварщики, занятые на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Кроме того, обязательным условием для назначения досрочной трудовой пенсии по старости являются периоды работы, выполняемые постоянно в течении полного рабочего дня.
В связи с этим, при определении права на назначение досрочной трудовой пенсии застрахованных лиц, имеющих периоды работы в должности электрогазосварщика (газоэлектросварщика) является подтверждение полной занятости и уточнение вида производимой сварки.
При решении вопроса о назначении досрочной трудовой пенсии этой категории рабочих зачастую возникают затруднения в подтверждении вида сварки, что связано с указанием в трудовых книжках наименования профессии – электрогазосварщик без уточнения вида выполняемой работы. Для назначения досрочной пенсии необходима уточняющая справка предприятия установленного образца, подтверждающая постоянную занятость в качестве электрогазосварщика на резке и ручной сварке, на полуавтоматических или на автоматических машинах. При этом электрогазосварщикам, работающим на автоматических машинах, пенсия по Списку № 2 назначается при условии, если они постоянно заняты на работах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Электрогазосварщикам, занятым на резке и ручной сварке или на полуавтоматических машинах, досрочная пенсия назначается без каких-либо дополнительных условий. Для них достаточно выполнения работ, предусмотренных для этой профессии в ЕТКС (выпуск 2).
Специалист КС УПФР
в Бичурском районе-
ОПФР по Республике Бурятия
Андронова И.В.
Условия применения пониженного тарифа страховых взносов
Вопрос: На предприятии два налоговых режима УСНО (доходы) и ЕНВД. Может ли предприятие в соответствии с ФЗ 212 от 24.07.2009 г. ст.58 п.8 применить пониженный тариф страховых взносов в переходный период 2011 – 2017 г..
1. Если: Код основной экономической деятельности предприятия
93 – предоставление персональных услуг, в т.ч. 93.01 – 45%, 93.04 – 45% за 11 месяцев 2011 г.
2. Пониженные тарифы применяются только к работникам занятым при УСНО или ко всем работникам предприятия. Как разделить работников, занятых одновременно по обоим видам налогообложения (приказом, % от выручки).
3. Какие документы предоставить в ПФР и ФСС для подтверждения возможности применения пониженных тарифов (нужен ли запрос в Госкомнадзор для подтверждения, что предприятие находится в реестре предприятий, с компенсационным тарифом?).
Отвечают специалисты аудиторской компании Кольчуга: 1. Условия применения пониженного тарифа страховых взносов.
В соответствии со ст.58 Федерального закона N212-ФЗ для организаций и индивидуальных предпринимателей, применяющих УСН и осуществляющих деятельность в производственной и социальной сферах, установлен пониженный тариф страховых взносов на обязательное пенсионное страхование.
Перечень основных видов экономической деятельности (в соответствии с ОбщеРоссийским классификатором видов экономической деятельности) определен п.8 ч.1 ст.58 Федерального закона N212-ФЗ.
Согласно ч.1.4 ст.58 Федерального закона N212-ФЗ соответствующий вид экономической деятельности признается основным видом экономической деятельности при условии, что доля доходов от реализации продукции и (или) оказанных услуг по данному виду деятельности составляет не менее 70 процентов в общем объеме доходов.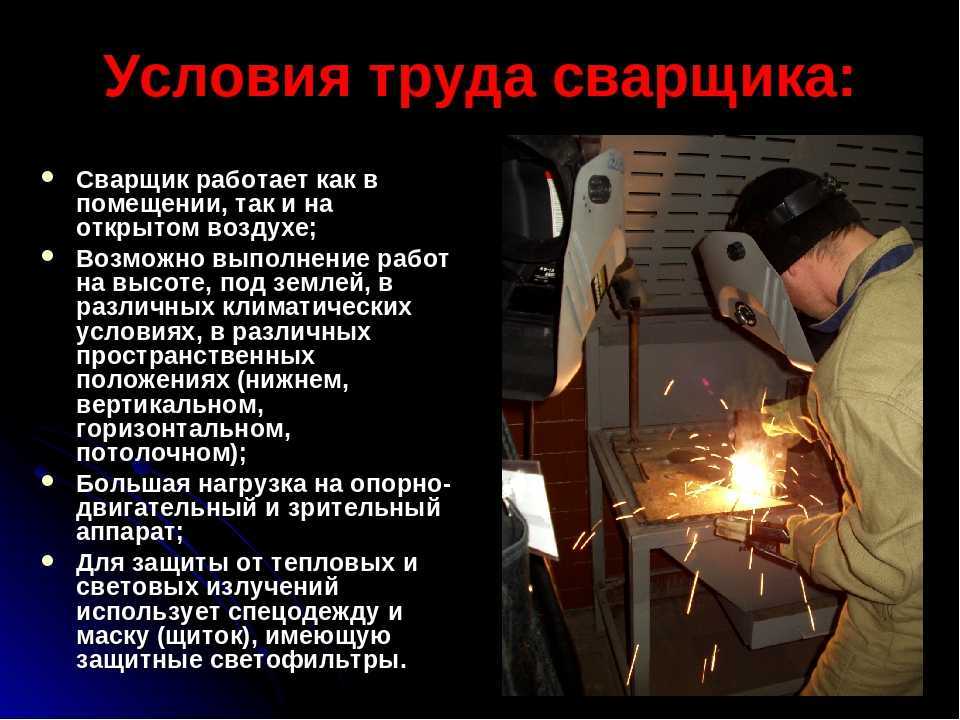 Сумма доходов определяется в соответствии со ст.346.15 Налогового кодекса Российской Федерации.
Сумма доходов определяется в соответствии со ст.346.15 Налогового кодекса Российской Федерации.
Таким образом, если основным видом деятельности организации, применяющей УСН, является вид деятельности, поименованный в п.8 ч.1 ст.58 Федерального закона N212&minusФЗ, то при соблюдении вышеуказанного условия о доле доходов по данному виду деятельности страховые взносы в Пенсионный фонд РФ уплачиваются по пониженному тарифу в отношении выплат всем работникам, в том числе занятым в деятельности, переведенной на ЕНВД.
Учитывая изложенное, организация, применяющая УСН, основным видом экономической деятельности которой является предоставление персональных услуг (ы п.8 ч.1 ст.58 Федерального закона N212&minusФЗ), вправе уплачивать страховые взносы в Пенсионный фонд РФ по пониженному тарифу независимо от применяемого режима налогообложения по данному виду деятельности.
Аналогичной позиции придерживается Министерство здравоохранения и социального развития РФ в письмах от 19. 05.2011 г. N1805-19, от 14.06.2011 г. N2010-19, от 14.06.2011 г. N2011-19.
05.2011 г. N1805-19, от 14.06.2011 г. N2010-19, от 14.06.2011 г. N2011-19.
2. Документальное подтверждение права на применение пониженного тарифа страховых взносов.
Для организаций и индивидуальных предпринимателей, применяющих УСН и осуществляющих деятельность в производственной и социальной сферах, установлен пониженный тариф страховых взносов. Снижение совокупной ставки страховых взносов достигнуто за счет уменьшения тарифа взносов на обязательное пенсионное страхование.
Согласно ч.1.4 ст.58 Федерального закона N212-ФЗ подтверждение основного вида экономической деятельности организации осуществляется в порядке, установленном Минздравсоцразвития РФ (п.1 Положения, утв. Постановлением Правительства РФ от 30 июня 2004 г. N321).
В соответствии с Информационным письмом Пенсионного фонда РФ от 24.03.2011 г. подтверждение основного вида экономической деятельности производится путем представления расчета по начисленным и уплаченным страховым взносам на обязательное пенсионное страхование по форме РСВ-1 ПФР в территориальный орган Пенсионного фонда РФ.
Приказом Минздравсоцразвития РФ от 31.01.2011 N54 н раздел 4 формы расчета РСВ-1 ПФР дополнен подразделом 4.4 Расчет соответствия условия на право применения плательщиками страховых взносов пониженного тарифа для уплаты страховых взносов, установленного частью 3.2 статьи 58 Федерального закона от 24 июля 2009 г. N212-ФЗ, который заполняется плательщиками страховых взносов, применяющими УСН и уплачивающими страховые взносы по пониженным тарифам.
Федеральный закон N212-ФЗ не предусматривает специальных документов, подтверждающих право на применение пониженного тарифа. Следовательно, правильно заполненный расчет является подтверждением вида деятельности.
Позвонить
Вам помог ответ?ДаНет
Газоэлектросварщик или электрогазосварщик
Главная » Разное » Газоэлектросварщик или электрогазосварщик
отличие Электосварщика от Газоэлектросварщика – Курилка
Согласно Единому тарифно-квалификационному справочнику работ и профессий рабочих” (ЕКТС) и его разделу “Сварочные работы” мы сможем убедиться в том, что согласно параграфу 48 правильно, официально профессия называется “электрогазосварщик”.
Привычная в обиходе путаница сути занятий такого рабочего не меняет, но если вписать в трудовую книжку название профессии принимаемого на работу человека не так, как это указано в ЕТКС, то он может лишиться льгот, положенных ему в самом процессе исполнения своих должностных обязанностей (молоко давать за вредность не будут, в спецодежде ущемят и т.д.), а кроме этого, могут возникнуть проблемы с досрочным выходом на пенсию, которая положена электрогазосварщикам, а газоэлектросварщикам — нет.
Так что при получении профессии и соответствующего впоследствии квалификационного удостоверения внимательно следите за тем, чтобы полученная вами специальность обозначалась в документах правильно — “электрогазосварщик” с указанием квалификационного разряда.
В данном вопросе вроде нет проблем, есть такая штука может кому пригодся
Информационное письмо Минтруда РФ и ПФР от 2 августа 2000 г. N 3073-17/06-27/7017
В Минтруд России и Пенсионный фонд Российской Федерации от территориальных органов пенсионной службы и различных организаций поступают запросы о праве на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) рабочих, которые по трудовым документам значатся газоэлектросварщиками.
По действующему законодательству правом на пенсию в связи с особыми условиями труда по разделу XXXIII Списка N 2 пользуются электрогазосварщики, которые в соответствии с ЕТКС (выпуск 2) выполняют работы по дуговой и газовой сварке (резке) металла и металлических изделий.
Как показывает практика, на многих предприятиях рабочие, выполняющие указанные работы, по трудовым документам ошибочно значатся газоэлектросварщиками. Неточная запись в трудовых книжках вызывает у органов пенсионной службы определенные трудности при решении вопросов о льготном пенсионном обеспечении этих рабочих.
“Электрогазосварщик” и “Газоэлектросварщик” – это разные наименования одной профессии, поэтому рабочие, которые по трудовым документам значатся газоэлектросварщиками, могут пользоваться правом на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) как электрогазосварщики, т. е. при документальном подтверждении их занятости в течение полного рабочего дня на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Заместитель руководителя Департамента по вопросам пенсионного обеспечения Министерства труда и социального развития РФ А. С. Назаров
Начальник Управления пенсионного обеспечения Исполнительной дирекции Пенсионного фонда РФ А. Д. Скворцов
Как правильно: газоэлектросварщик или электрогазосварщик?
С определённой долей уверенности можно утверждать, что правильно говорить “электрогазосварщик”. Чтобы обосновать это утверждение обратимся, как говорится, “к Марксу”, то есть к правовым актам.
1.
Постановление Минтруда РФ от 15 ноября 1999 года № 45 “Об утверждении Единого тарифно-квалификационного справочника работ и профессий рабочих, выпуск 2, разделы: “Литейные работы”, “Сварочные работы”, “Котельные, холодноштамповочные, волочильные и давильные работы”, “Кузнечно-прессовые и термические работы”, “Механическая обработка металлов и других материалов”, “Металлопокрытия и окраска”, “Эмалирование”, “Слесарные и слесарно-сборочные работы”.
В указанном “Справочнике” по разделу “Сварочные работы” в числе прочих находим:
ГАЗОСВАРЩИК,
СВАРЩИК НА ДИФФУЗИОННО-СВАРОЧНЫХ УСТАНОВКАХ,
СВАРЩИК НА МАШИНАХ КОНТАКТНОЙ (ПРЕССОВОЙ) СВАРКИ,
СВАРЩИК НА ЭЛЕКТРОННО-ЛУЧЕВЫХ СВАРОЧНЫХ УСТАНОВКАХ,
СВАРЩИК ТЕРМИТНОЙ СВАРКИ,
ЭЛЕКТРОГАЗОСВАРЩИК,
ЭЛЕКТРОСВАРЩИК НА АВТОМАТИЧЕСКИХ И ПОЛУАВТОМАТИЧЕСКИХ МАШИНАХ,
ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ.
Профессии “газоэлектросварщик” в “Справочнике” нет.
2.
Постановление Госстандарта РФ от 26 декабря 1994 года № 367 (в редакции от 19 июня 2012 года) “О принятии и введении в действие Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов ОК 016-94”.
В “Классификаторе” среди великого множества находим следующие профессии:
Газосварщик,
Сварщик арматурных сеток и каркасов,
Сварщик выпрямителей,
Сварщик изделий из тугоплавких металлов,
Сварщик на диффузионно-сварочных установках,
Сварщик на лазерных установках,
Сварщик на машинах контактной (прессовой) сварки,
Сварщик на установках ТВЧ,
Сварщик на электронно-лучевых сварочных установках,
Сварщик печной сварки труб,
Сварщик пластмасс,
Сварщик стеклянных изделий,
Сварщик термитной сварки,
Сварщик швейных изделий на установках ТВЧ,
Сварщик электровакуумных приборов,
Электрогазосварщик,
Электрогазосварщик-врезчик,
Электросварщик листов и лент,
Электросварщик на автоматических и полуавтоматических машинах,
Электросварщик ручной сварки,
Электросварщик труб на стане.
О профессии “газоэлектросварщик” в “Классификаторе” речи также не идёт.
3.
Приказ Минобрнауки России от 02 июля 2013 года № 513 (в редакции от 03 февраля 2017 года) “Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение”.
В этом “Перечне” по разделу “Сварочные работы” находим в числе прочих следующие профессии:
Газосварщик,
Контролер сварочных работ,
Сварщик на диффузионно-сварочных установках,
Оператор лазерных установок,
Сварщик на машинах контактной (прессовой) сварки,
Сварщик на электронно-лучевых сварочных установках,
Сварщик термитной сварки,
Электрогазосварщик,
Электросварщик на автоматических и полуавтоматических машинах,
Электросварщик ручной сварки.
И в этом “Перечне” нет упоминания профессии “газоэлектросварщик”.
4.
Приказ Росстандарта от 12 декабря 2014 года № 2020-ст “О принятии и введении в действие Общероссийского классификатора занятий (ОКЗ) ОК 010-2014 (МСКЗ – 08)”.
В указанном “Классификаторе” в основной группе “7. Квалифицированные рабочие промышленности, строительства, транспорта и рабочие родственных занятий” в подгруппе “71.
Рабочие, занятые в строительстве, и рабочие родственных занятий (за исключением электриков)” в малой группе “721. Формовщики, сварщики, вальцовщики, подготовители конструкционного металла и рабочие родственных занятий” есть начальная группа “7212. Сварщики и газорезчики”. В качестве примеров занятий, отнесённых к данной начальной группе, в “Классификаторе” указаны в числе прочих профессии:
Газосварщик,
Сварщик,
Сварщик на диффузионно-сварочных установках,
Сварщик на лазерных установках,
Электрогазосварщик.
Как и предыдущие документы, данный “Классификатор” не содержит сведений о профессии “газоэлектросварщик”.
Электрогазосварщик и газоэлектросварщик: есть ли разница?
В чем заключается разница между профессиями «электрогазосварщик» и «газоэлектросварщик»? Как правильно применять эти наименования? Можно ли профессию рабочего назвать «сварщик»?
Разница в характеристике работ. Профессией «сварщик» называть нельзя.
Профессией «сварщик» называть нельзя.
Наименование профессии рабочего согласно Общим положениям должно устанавливаться в строгом соответствии с ЕТКС, с учетом фактически выполняемой работы в конкретном производстве, если иное не предусмотрено нормативными правовыми актами.
Документ:
Общие положения единого тарифно-квалификационного справочника работ и профессий рабочих (ЕТКС), утвержденные постановлением Минтруда и соцзащиты Республики Беларусь от 30.03.2004 № 34 (далее – Общие положения).
Выпуски ЕТКС содержат тарифно-квалификационную характеристику профессий «электрогазосварщик» и «газосварщик». Профессии «газоэлектросварщик» и «сварщик» выпусками ЕТКС не предусмотрены.
В разделе «Характеристика работ» согласно Общим положениям в каждой тарифно-квалификационной характеристике профессии рабочего содержится описание основных, наиболее часто встречающихся работ. Конкретное содержание, объем и порядок выполнения работ на каждом рабочем месте устанавливаются в организациях технологическими картами, рабочими инструкциями и другими документами.
Характеристика работ профессии «электрогазосварщик» (2–6-й разряды) согласно ЕТКС предусматривает выполнение работ по ручной дуговой, плазменной и газовой сварке аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, кислородной и плазменной прямолинейной и горизонтальной резке деталей, автоматической и механической сварке конструкций.
Характеристика же работ газосварщика (2–6-й разряды) предусматривает сварочные работы в виде газовой сварки узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
Справочно:
тарифно-квалификационные характеристики профессий рабочих в ЕТКС составлены таким образом, чтобы содержащиеся в них работы не дублировались.
Конкретное наименование профессии работнику устанавливает наниматель с учетом фактически выполняемых работ. Для случаев, когда рабочий выполняет работы, предусмотренные тарифно-квалификационными характеристиками разных профессий рабочих, можно воспользоваться правилом, предусмотренным Общими положениями: в тех случаях, когда рабочий выполняет работу разных профессий, наименование профессии рабочего устанавливается по основной работе с учетом наибольшего удельного веса выполняемых им работ.
Газоэлектросварщик и электрогазосварщик \ Акты, образцы, формы, договоры \ Консультант Плюс
]]>
Подборка наиболее важных документов по запросу Газоэлектросварщик и электрогазосварщик (нормативно–правовые акты, формы, статьи, консультации экспертов и многое другое).
Судебная практика: Газоэлектросварщик и электрогазосварщикОткрыть документ в вашей системе КонсультантПлюс:
Подборка судебных решений за 2019 год: Статья 28 “Сохранение права на досрочное назначение трудовой пенсии отдельным категориям граждан” Федерального закона “О трудовых пенсиях в Российской Федерации”
(ООО юридическая фирма “ЮРИНФОРМ ВМ”)Признавая за истцом право на получение досрочной пенсии по старости, суд в порядке пункта 1 статьи 28 ФЗ от 17.12.2001 N 173-ФЗ “О трудовых пенсиях в Российской Федерации”, пункта 1 Постановления Правительства РФ от 18.07.2002 N 537 установил, что период работы истца до предусмотренной даты в качестве электросварщика, электрогазосварщика, газоэлектросварщика может засчитываться в его специальный стаж без уточнения вида сварки, а после указанного периода данная профессия может быть засчитана в специальный стаж при условии занятости на резке и ручной сварке, при этом истец работал в течение полного рабочего дня в спорные периоды времени в этих должностях с выполнением работ с тяжелыми условиями труда, таким образом, спорные периоды работы истца подлежат включению в его специальный трудовой стаж, дающий право на назначение досрочной трудовой пенсии. Открыть документ в вашей системе КонсультантПлюс:
Открыть документ в вашей системе КонсультантПлюс:
Подборка судебных решений за 2019 год: Статья 58.3 “Дополнительные тарифы страховых взносов для отдельных категорий плательщиков страховых взносов с 1 января 2013 года” Федерального закона “О страховых взносах в Пенсионный фонд Российской Федерации, Фонд социального страхования Российской Федерации, Федеральный фонд обязательного медицинского страхования”
(Юридическая компания “TAXOLOGY”)Управление Пенсионного фонда РФ установило, что общество не исчислило и не уплатило страховые взносы по дополнительным тарифам с сумм выплат работникам, занятым на работах с вредными условиями труда (электрогазосварщикам и малярам). Общество полагало, что не обязано уплачивать страховые взносы по дополнительным тарифам, так как работники, занимавшие должности электрогазосварщиков и маляров, не имеют права на досрочную пенсию, поскольку они были заняты на работах с вредными условиями менее 80 процентов рабочего времени. Суд признал доначисление страховых взносов по дополнительным тарифам обоснованным. Федеральный закон от 24.07.2009 N 212-ФЗ не содержит каких-либо исключений относительно начисления страховых взносов по дополнительному тарифу в отношении выплат работникам, занятым на соответствующих видах работ менее 80 процентов рабочего времени.
Федеральный закон от 24.07.2009 N 212-ФЗ не содержит каких-либо исключений относительно начисления страховых взносов по дополнительному тарифу в отношении выплат работникам, занятым на соответствующих видах работ менее 80 процентов рабочего времени.
Открыть документ в вашей системе КонсультантПлюс:
Статья: Некоторые вопросы применения профессиональных стандартов в цифровой экономике
(Митрофанова О.И.)
(“Закон”, 2019, N 11)Например, в профстандарте сварщика в редакции 2013 г. среди списка возможных наименований должностей отсутствует профессия электрогазосварщика. И, как следствие, из названий квалификаций во ФГОС среднего профессионального образования по профессии “Сварщик” 2016 г. исчезает профессия электрогазосварщика. Во ФГОС профессионального образования по профессии “Сварщик” 2013 г. электрогазосварщик еще присутствует. Соответственно, начиная с 2016 г. данную профессию в рамках среднего профессионального образования получить невозможно. Ее приобретают только в рамках системы профессионального обучения;
данную профессию в рамках среднего профессионального образования получить невозможно. Ее приобретают только в рамках системы профессионального обучения;
Квалификационные характеристика по профессии элеткрогазосварщик
На данной странице вы найдете квалификационные характеристики по профессии электрогазосварщик в соответствии с разрядами — что должны знать и какими навыками владеть сварщики разных разрядов.
Прежде всего следует знать, что к самостоятельной работе по данной профессии допускаются лица не младше 18 лет, которые прошли предварительную подготовку и имеют соответствующие удостоверения. Электрогазосварщик не должен иметь медицинских ограничений к выполнению своих обязательств.
Электрогазосварщик 2-й разряд
[context] Выполнять ручную кислородную резку и резку жидко-топливным (керосинорез и бензорез) и газовым оборудованием стального легковесного и тяжеловесного металлолома.
Выполнять ручную кислородную резку по разметке в нижнем и вертикальном пространственном положении деталей простой и средней сложности с углеродистых сталей.
Выполнять прихватку деталей во всех пространственных положениях.
Выполнять очистку, подготовку и сборку деталей под сварку.
Очищать швы от шлака, брызг и других загрязнений после сварки.
Выполнять наплавку простых и неответственных деталей.
Устранять дефекты литья, трещины, раковины в простых деталях, узлах и отливках.
Выполнять подогрев металла перед его правкой.
Также электрогазосварщик 2-го разряда должен уметь читать простых чертежи, подготавливать газовые баллоны и оборудование к работе, обслуживать переносные газовые генераторы.
Электрогазосварщик 3-й разряд
Электрогазосварщик 3-го разряда выполняет ручную дуговую, газовую, автоматическую и полуавтоматическую сварку не сложных деталей и конструкций с конструкционных сталей, цветных металлов и сплавов. Сварку деталей средней сложности деталей, конструкций, узлов и трубопроводов из углеродистых сталей во всех пространственных положениях, кроме потолочного.
Сварку деталей средней сложности деталей, конструкций, узлов и трубопроводов из углеродистых сталей во всех пространственных положениях, кроме потолочного.
Выполняет кислородную разделительную резку во всех пространственных положениях деталей простой и средней сложности по разметке вручную.
Выполняет ручную резку бензорезальным и газорезальным оборудованием по заданным размерам с отделением отходов цветных металлов и сохраняя или удаляя части узлов машин.
Должен уметь выполнять ручную строжку деталей простого и среднего уровня сложности изготовленных из сталей, чугуна, цветных металлов и сплавов в разных пространственных положениях.
Должен обладать навыками наплавки трещин, раковин и других дефектов литья в отливках средней сложности.
Выполняет предварительный и сопроводительный подогрев деталей во время сварки с выдержкой необходимых термических режимов.
Читает чертежи конструкций и узлов средней сложности.
Выполняет такелажные работы при перемещении грузов при помощи простых грузоподъемных средств и механизмов, управляемых с пола.
Электрогазосварщик 4-го разряда
[context] Сварщик 4-го разряда выполняет сварку простых узлов, трубопроводов и конструкций из сталей, чугуна, цветных металлов и сплавов, а также сложных деталей из углеродистых сталей во всех пространственных положениях.
Выполняет ручную газовую прямолинейную и фигурную резку, резку бензорезом и газорезальным оборудованием в разных положениях сложных деталей из разных металлов и сталей.
Выполняет полуавтоматическую и автоматическую сварку средних и сложных конструкций и трубопроводов из сталей, чугуна, цветных металлов и сплавов.
Выполняет автоматическую сварку сложных строительных и технологических конструкций, которые работают в сложных условиях.
Выполняет ручную воздушную электродуговую строжку деталей и ответственных конструкций из разных сталей и металлов во всех пространственных положениях.
Сваривает конструкции с чугуна.
Выполняет наплавку сложных деталей машин, механизмов и конструкций и отливок под механическое оборудование и пробное давление.
Выполняет горячую правку деталей сложных и ответственных конструкций.
Читает чертежи сложных сварочных конструкций.
Выполняет такелажные работы при помощи специальных грузоподъемных механизмов и специальных приспособлений.
Электрогазосварщик 5-го разряда
Сварщик имеющий такую квалификацию должен выполнять ручную газовую сварку сложных и ответственных конструкций, аппаратов, деталей узлов, трубопроводов из разных видов сталей, чугуна, цветных металлов и сплавов. Газовую сварку конструкций предназначенных для работы при динамических и вибрационных нагрузках, а также под давлением.
Должен уметь выполнять ручную дуговую сварку ответственных строительных и технологических конструкций, которые предназначенные для работы в сложных условиях.
Выполнять кислородную прямолинейную, горизонтальную и фигурную вырезку особенно сложных деталей из разных сталей, цветных металлов и сплавов.
где учиться, зарплата, плюсы и минусы
Обновлено
Электрогазосварщик является специалистом, который выполняет сварку и резку металлических изделий и конструкций: узлы, трубопроводы, детали и т. д. Профессия широкопрофильная, подразумевает использование разных видов сварки. Кстати, в 2021 году центр профориентации ПрофГид разработал точный тест на профориентацию. Он сам расскажет вам, какие профессии вам подходят, даст заключение о вашем типе личности и интеллекте.
д. Профессия широкопрофильная, подразумевает использование разных видов сварки. Кстати, в 2021 году центр профориентации ПрофГид разработал точный тест на профориентацию. Он сам расскажет вам, какие профессии вам подходят, даст заключение о вашем типе личности и интеллекте.
Читайте также:
Краткое описание
Профессия подходит для мужчин, склонных к сложной работе. В круг должностных обязанностей электрогазосварщиков входят (перечень зависит от квалификационной категории):
- подготовка металлических элементов к сварке;
- обслуживание, мелкий ремонт, наладка сварочного оборудования;
- соединение или резка металлических изделий;
- контроль качества швов, их зачистка;
- вырезание заготовок из листового металла, строгание деталей и другие задачи.
Необходимо безупречно знать все ГОСТы, касающиеся сварки, а также технологические характеристики металлов, строение сварочного шва, устройство используемых аппаратов, технику безопасности. Электрогазосварщиком не может стать человек, имеющий следующие медицинские противопоказания:
Электрогазосварщиком не может стать человек, имеющий следующие медицинские противопоказания:
- сердечно-сосудистые и нервно-психические заболевания;
- проблемы с органами слуха, обоняния, дыхания.
Электрогазосварщик – здоровый человек, не страдающий от боязни высоты. Он устойчив к высоким физическим нагрузкам, обладает трудолюбием, умением концентрировать вниманием, а также зрительной памятью, повышенной точностью.
Как стать электрогазосварщиком?
Получить начальное образование в области сварочных работ можно в колледже или техникуме. Лучшая специализация – «Сварщик (ручной и частично механизированной сварки (наплавки))», ее можно осваивать после 9 класса. Срок обучения по специальностям, связанным со сваркой, составляет 10-46 месяцев. Переучиться на электрогазосварщика, пройти переподготовку, получить дополнительные профессиональные знания могут люди, имеющие соответствующее образование:
- среднее специальное,
- начальное профессиональное.

Курсы ДПО, а также повышения квалификации открыты при многих российских учебных центрах. Обратите внимание на то, что к работе можно приступать после достижения полных 18 лет, ведь с этого возраста разрешено использование газового оборудования. Для допуска также необходимо иметь удостоверение по электробезопасности (2 группа до 1000 В и выше).
Обучение на электрогазосварщика
УЦ ЦОПО
Программы подготовки открыты для людей в возрасте 18 лет и старше, не имеющих медицинских противопоказаний. Предусмотрены очная и дистанционная формы обучения.
ТОП-5 колледжей для электрогазосварщиков
- КГТиТ № 41.
- ИСЛ.
- МиМК Миасс.
- ТК №21.
- СПб ГБ ПОУ «Охтинский колледж».
ТОП-3 курсов для электрогазосварщиков
- УЦ ООО «Консалтинг Перспектива Сервис».
- УЦ «ЮНИТАЛ-М».
- Учебный комбинат «МЕЛИОРАТОР».
Плюсы и минусы
Плюсы
- Электрогазосварщики – крайне востребованные специалисты.

- Возможность выбрать любую сферу – от машиностроения до агропромышленного сектора.
- Большой объем профессиональных знаний, позволяющих работать в коммерческих или государственных компаниях, брать дополнительные частные заказы.
- Отличный уровень оплаты труда, а также гонорары за заказы, выполненные в частном порядке.
- Услуги электрогазосварщиков востребованы в любое время года.
- Возможна работа вахтовым методом. В этом случае работодатель компенсирует затраты на проезд, питание, проживание.
Минусы
- Профессия относится к группе опасных.
- Условия труда очень сложные.
- Высокий травматизм, ведь электрогазосварщики нередко трудятся на высоте, постоянно используют опасное оборудование.
- Ответственность за износостойкость и долговечность сварных конструкций.
Место работы
Электрогазосварщики востребованы во всех сферах. Они могут найти вакансию в компаниях, специализирующихся на металлургии, машиностроении, электроэнергетике и иных промышленных отраслях.
Заработная плата
Электрогазосварщики получают солидные оклады, что связано с их широкопрофильностью и сложными условиями труда. Размер зарплаты зависит от квалификации (2-6 разряд), региона, формы трудового процесса. Работодатели отдают предпочтение электрогазосварщикам, имеющим удостоверение НАКС.
Примеры компаний с вакансиями электрогазосварщика
Интерактивный портал службы труда и занятости населения министерства труда и социального развития Краснодарского края
Электрогазосварщик
Тип и класс профессии
Профессия электрогазосварщика относится к типу: «Человек-Техника», потому как данная профессия связана с обслуживанием и эксплуатацией оборудования для проведения сварочных работ. Для успешного выполнения такой работы требуется высокий уровень развития наглядно-образного и пространственного мышления, хорошие двигательные навыки, физическая выносливость, склонности к технической ручной работе.
Дополнительный тип профессии: «Человек-Знак», поскольку она может быть связана с работой со схемами, чертежами.
Профессия электрогазосварщика относится к классу исполнительских, она предполагает совершение действий согласно определенным алгоритмам с соблюдением имеющихся правил и нормативов, стандартов.
Презентация профессии
Электрогазосварщик – специалист, который осуществляет сварку различных изделий из металла (узлов металлоконструкций, трубопровода, деталей машин и механизмов и т.д.).
В былые времена изделия из металла были на соединениях или монолитные. Сегодня существует несколько способов соединить металлические детали настолько жёстко, что они станут одним целым. К таким способам относятся газовая и электрическая сварка. Человек, который владеет обоими этими приёмами, называется электрогазосварщик. По одной из версий, слово «сварка» произошло от имени древнеславянского бога кузнечного дела Сварога.
Это своего рода магия: соединить два куска металла воедино. Такая специальность очень полезная в строительстве и промышленности. Сущность сварки (безразлично, газовой или электродуговой) заключается в том, что между краями свариваемых деталей, предварительно хорошо подогретыми, заливается расплавленный металл. Сварщик нагревает края свариваемых деталей ровно столько, сколько необходимо. Толщина и качество электродов или проволоки, применяемой при газовой сварке, тоже должны быть подобраны по свариваемому металлу.
Такая специальность очень полезная в строительстве и промышленности. Сущность сварки (безразлично, газовой или электродуговой) заключается в том, что между краями свариваемых деталей, предварительно хорошо подогретыми, заливается расплавленный металл. Сварщик нагревает края свариваемых деталей ровно столько, сколько необходимо. Толщина и качество электродов или проволоки, применяемой при газовой сварке, тоже должны быть подобраны по свариваемому металлу.
Стоит только посмотреть, сколько вокруг нас сваренных из металла изделий, чтобы понять, какое значение имеют эти профессионалы для общества. Металлоконструкции свариваются чаще всего именно электродуговой или газовой сваркой. Это одна из наиболее уважаемых технических специальностей. Если изъять их работу из тех мест, где она сейчас находится, то наш мир распался бы по швам.
Преимущества профессии: полезные навыки в быту, в собственном доме; стабильный доход, социальная значимость профессии, востребованность профессии на рынке труда.
Ограничения профессии: брезгливость к «грязной» работе; необходимость постоянно осваивать новые технологии, работа во внеурочное время (аварийные ситуации), возможность работы, связанной с опасностью и риском для жизни (работа на большой высоте, с газом и электрическим током), высокая ответственность.
Содержание деятельности
Электрогазосварщик соединяет (сваривает) элементы металлоконструкций, трубопроводы, детали машин и механизмов с помощью сварочного аппарата. Он собирает заготовки (узлы) конструкций, осуществляет их транспортировку в пределах рабочего места, налаживает сварочное оборудование, устанавливает требуемый режим сварки, осуществляет подготовку соединяемых частей для сварки. Он осуществляет зрительный контроль сварных швов и производит зачистку швов после сварки, сварку горизонтальным, вертикальным и потолочным швом, заваривание раковин и трещин на деталях, выполняет резку металла на полуавтоматических и автоматических машинах. Предупреждает возникновение напряжений и деформаций в изделии.
Предупреждает возникновение напряжений и деформаций в изделии.
Основным орудием труда ручной сварки является электрод. В процессе деятельности электросварщик выполняет поступательные и колебательные перемещения электрода, регулирует температуру, длину дуги и образование шва. Для сварки тонкого металла, цветных металлов, их сплавов и чугуна используется газовая горелка, в которой происходит смещение горючего газа с кислородом и образование пламени.
Газосварщик, кроме сварки, выполняет работы по резке деталей различной длины и по различным контурам, осуществляет наплавку, пайку и подогрев металла.
Свою работу сначала до конца выполняет самостоятельно и несет за нее ответственность.
В профессию электрогазосварщик входят следующие специализации:
газосварщик,
сварщик ручной дуговой сварки (электросварщик),
газорезчик металла.
Требования к знаниям и умениям специалиста
Необходимы хорошие знания в области физики, химии, элементарной математики, понятиями в области металловедения.
Электрогазосварщик Должен знать:
Условия труда
Электрогазосварщик работает как в помещении, так и на открытом воздухе. Возможно выполнение работ на высоте и в очень неудобных и опасных позах. Большая нагрузка на опорно-двигательный и зрительный аппарат.
Для защиты от тепловых и световых излучений электрогазосварщик в обязательном порядке использует спецодежду и маску (щиток), имеющую защитные светофильтры. Темп работы свободный.
Электрогазосварщик может работать как в одиночку, так и в бригадах, взаимодействуя со специалистами других профилей. В этом случае ему необходимо умение работать в команде, развитое чувство ответственности за работу бригады в целом, а также за качественное выполнение всей работы, производимой разными специалистами.
Базовое образование
Базовые знания по профессии электрогазосварщика можно получить в учреждениях начального и среднего профессионального образования.
Пути получения профессии
Области применения профессии
Электрогазосварщики работают:
Типы сварочных аппаратов – Вдохновения и советы
Вопреки внешности выбор сварочного аппарата – нетривиальное решение. Сегодня на рынке так много разных типов, что вы можете немного запутаться. При выборе сварочного аппарата важно знать, для каких работ подходит данный тип и что с ним можно делать. Вот небольшое руководство, чтобы познакомиться с миром сварочных аппаратов.
Одним из старейших видов сварочных аппаратов является газосварочный аппарат. Раньше сварочный газ производился на территории так называемого генератор, а в настоящее время газы хранятся в специальных баллонах. Газосварщик позволяет выполнять точную и аккуратную сварку, но у него также много недостатков, самый главный из которых – это размер. Для запуска сварочного аппарата к горелке необходимо подключить два газовых баллона, и они имеют высоту около 150 см. Еще один недостаток – опасность, связанная с использованием горючего газа. Эти типы сварочных аппаратов чаще всего используются там, где особенно важна точная и плотная сварка.Такие устройства чаще всего используют профессиональные компании, редко – в частных небольших мастерских.
Еще один недостаток – опасность, связанная с использованием горючего газа. Эти типы сварочных аппаратов чаще всего используются там, где особенно важна точная и плотная сварка.Такие устройства чаще всего используют профессиональные компании, редко – в частных небольших мастерских.
Другой тип газосварочного аппарата – комплект для пайки . Его большое преимущество – высокая мобильность. В горелке этого сварочного аппарата горючий газ сжигается в присутствии кислорода, образуя пламя с высокой температурой. Это очень полезный инструмент, особенно подходящий для пайки или серебряного флюса. Он также идеально подходит для пайки алюминия.
Самыми популярными остаются электросварщики. Одним из простейших типов электросварочных аппаратов является трансформаторный сварочный аппарат . Это аппарат для сварки покрытыми электродами (например, рутиловым электродом), так называемый ММА. Недостаток этого сварочного аппарата – относительно большой вес. По этой причине на рынке наиболее популярны сварочные аппараты с небольшими трансформаторами – к сожалению, их мощности хватает только для работы с электродами сечением до 2,5 мм². Работать с этим сварочным аппаратом может быть очень приятно, при условии, что он не используется для сварки тонких листов или крупных элементов.Стабильность его работы зависит от температуры – с повышением температуры работа становится все более напряженной. Это хорошее решение для тех, кому время от времени требуется сварщик – например, для ремонта граблей или тачки. О сварке чугуна, к сожалению, речи не идет.
По этой причине на рынке наиболее популярны сварочные аппараты с небольшими трансформаторами – к сожалению, их мощности хватает только для работы с электродами сечением до 2,5 мм². Работать с этим сварочным аппаратом может быть очень приятно, при условии, что он не используется для сварки тонких листов или крупных элементов.Стабильность его работы зависит от температуры – с повышением температуры работа становится все более напряженной. Это хорошее решение для тех, кому время от времени требуется сварщик – например, для ремонта граблей или тачки. О сварке чугуна, к сожалению, речи не идет.
Инверторный (или инверторный) сварочный аппарат. Здесь, как и в трансформаторном сварочном аппарате, сварка производится методом MMA. Это самый универсальный из портативных сварочных аппаратов.Это устройство позволяет производить сварку электродами сечением до 4 мм². Благодаря системе горячего старта и антипригарным системам электрод не «прилипает» к свариваемой поверхности. Этот инструмент идеально подходит для работы в мастерской. Подходит как для личного пользования, так и для профессиональной работы. Электронный контроль тока позволяет выполнять сварку электродами наименьшего диаметра. Также легко можно сварить электродами для чугуна. После использования дополнительного оборудования его можно использовать для сварки алюминия (TIG). Однако отсутствие высокочастотного напряжения делает невозможным сварку сложных соединений алюминия или других драгоценных металлов.
Этот инструмент идеально подходит для работы в мастерской. Подходит как для личного пользования, так и для профессиональной работы. Электронный контроль тока позволяет выполнять сварку электродами наименьшего диаметра. Также легко можно сварить электродами для чугуна. После использования дополнительного оборудования его можно использовать для сварки алюминия (TIG). Однако отсутствие высокочастотного напряжения делает невозможным сварку сложных соединений алюминия или других драгоценных металлов.
Сварочный аппарат MIG (широко известный как migomat). Это профессиональный инструмент для мастерских. Подходит тем, кто часто сваривает мелкие детали, работает с автомобилями или ремонтирует механические устройства. Идеально подходит для сварки листового металла. С ним можно точечную сварку. К сожалению, это не очень мобильный инструмент. Из-за использования газовой защиты необходимой ее частью является баллон с инертным газом, а весь сварщик обычно весит более 15 кг.
Самая универсальная сварочная технология – это TIG. С помощью этой технологии можно сваривать практически любой металл. Это незаменимый инструмент при сварке алюминия. Обычно эти сварочные аппараты также позволяют выполнять сварку методом MMA. Как и в мигоматах, так и в технологии TIG необходимо оборудовать газовый баллон. Конечно, при сварке по технологии MMA цилиндр не требуется. Однако у этих сварщиков есть один большой недостаток – их цена.
С помощью этой технологии можно сваривать практически любой металл. Это незаменимый инструмент при сварке алюминия. Обычно эти сварочные аппараты также позволяют выполнять сварку методом MMA. Как и в мигоматах, так и в технологии TIG необходимо оборудовать газовый баллон. Конечно, при сварке по технологии MMA цилиндр не требуется. Однако у этих сварщиков есть один большой недостаток – их цена.
При проверке также стоит помнить о необходимом оборудовании и важнейших правилах безопасности.
.
Сварочный аппарат – виды и применение
Планируете ли вы купить сварочный аппарат? Не выбирайте первый! Знаете ли вы, что на рынке вы найдете много разных типов сварочных аппаратов? Среди всех этих моделей очень легко потеряться. Если вы хотите узнать, для чего нужен каждый сварщик, приглашаем вас ознакомиться с нашим руководством, в котором мы представляем самые популярные модели сварочных аппаратов.
Типы сварочных аппаратов
– газосварщик
– электросварщик
– инверторный сварочный аппарат
– МИГ-сварщик
– сварочный аппарат TIG
Самый популярный газосварщик
и аналогичный сварочных аппаратов
газосварщик . В прошлом сварочный газ производился в генераторе на месте. Теперь газ хранится в специальных баллонах. Газосварщик позволяет выполнять очень точную и детальную сварку. Однако у него есть и недостатки. Размер устройства считается самым большим. Для их запуска необходимо подключить к горелке два газовых баллона высотой 1,5 м. Кроме того, газосварочные аппараты также довольно опасны из-за горючего газа. Тем не менее, они все еще используются и чаще всего используются, когда требуется очень плотная сварка.Их обычно выбирают профессиональные компании. Они практически не используются небольшими частными мастерскими.
В прошлом сварочный газ производился в генераторе на месте. Теперь газ хранится в специальных баллонах. Газосварщик позволяет выполнять очень точную и детальную сварку. Однако у него есть и недостатки. Размер устройства считается самым большим. Для их запуска необходимо подключить к горелке два газовых баллона высотой 1,5 м. Кроме того, газосварочные аппараты также довольно опасны из-за горючего газа. Тем не менее, они все еще используются и чаще всего используются, когда требуется очень плотная сварка.Их обычно выбирают профессиональные компании. Они практически не используются небольшими частными мастерскими.
Z
комплект для пайки Существует еще один тип газосварочного аппарата, это комплект для пайки . Его очень большое преимущество – мобильность. Стоит знать, что в горелке этого сварочного аппарата находится горючий газ, который горит в присутствии кислорода и, таким образом, образует пламя с высокой температурой. Этот тип сварочного аппарата особенно полезен для пайки, а также для пайки серебряным флюсом, а также для пайки алюминия.
Электросварщик
В свою очередь, электросварщики – это устройства, выбираемые как рабочими цехов, так и крупными производственными компаниями. Это эффективная и простая в использовании модель сварочного аппарата. Среди них выделяют самые известные трансформаторные сварочные аппараты, которые сваривают покрытыми электродами, так называемые ММА. К сожалению, как и у любого устройства, у них тоже есть свои недостатки. Во-первых, это довольно большой вес. По этой причине мы можем найти наибольшее количество небольших сварочных аппаратов для трансформаторов на рынке, но из-за своего размера они также имеют низкую мощность, что позволяет работать с электродами до 2,5 мм. 2 .Несмотря на это, работать со сварочным аппаратом такого типа действительно очень удобно, хотя стабильность работы аппарата зависит от температуры. По мере его увеличения работа становится все труднее и труднее. Это хороший вариант для людей, которые время от времени используют сварочный аппарат, например, для ремонта таких инструментов, как грабли или тачка.
Сварочный аппарат MIG
Следующим типом сварочных аппаратов является сварочный аппарат MIG , который многие специалисты называют мигоматом. Это устройство уже предназначено исключительно для профессионального использования.Он идеально подходит для сварки мелких деталей, сварки деталей в автомобиле и ремонта механических устройств. Также можно удачно сварить лист мигоматом. Однако учтите, что это не мобильное устройство. Поскольку для него используется газовая защита, баллон с инертным газом является его необходимой частью.
Инверторный сварочный аппарат BESTER 151
Инверторный сварочный аппарат
Другой тип сварочного аппарата – это инверторный сварочный аппарат , который, как и трансформаторный сварочный аппарат, использует технологию MMA.Он считается универсальным устройством, особенно среди ручных сварщиков. Позволяет сваривать электродами сечением до 4 мм². Оснащен специализированной системой горячего пуска и антистиковой системой. Благодаря последнему он не прилипает к свариваемой поверхности. Инверторный сварочный аппарат часто используется в мастерских. Его используют как частные лица – для домашнего ремонта, так и профессионалы. Благодаря тому, что они имеют электронное управление, их можно использовать для сварки электродами самого маленького размера, а также электродами для чугуна.Если к инверторному сварочному аппарату присоединено дополнительное оборудование, с ним также можно сваривать алюминий (TIG). К сожалению, отсутствие высокочастотного напряжения не позволяет сваривать нестандартные соединения алюминия, а также других драгоценных металлов.
Оснащен специализированной системой горячего пуска и антистиковой системой. Благодаря последнему он не прилипает к свариваемой поверхности. Инверторный сварочный аппарат часто используется в мастерских. Его используют как частные лица – для домашнего ремонта, так и профессионалы. Благодаря тому, что они имеют электронное управление, их можно использовать для сварки электродами самого маленького размера, а также электродами для чугуна.Если к инверторному сварочному аппарату присоединено дополнительное оборудование, с ним также можно сваривать алюминий (TIG). К сожалению, отсутствие высокочастотного напряжения не позволяет сваривать нестандартные соединения алюминия, а также других драгоценных металлов.
Сварочный аппарат TIG
На сегодняшний день наиболее часто используемой технологией сварки является технология TIG . Если сварщик использует его для работы, с его помощью можно сваривать практически любой металл.Это полезное устройство, особенно для сварки алюминия. Часто сварочные аппараты, работающие по технологии TIG, также поддерживают технологию MMA. Однако эти приборы также должны быть оснащены газовым баллоном.
Часто сварочные аппараты, работающие по технологии TIG, также поддерживают технологию MMA. Однако эти приборы также должны быть оснащены газовым баллоном.
В другой нашей статье мы опишем типов и области применения электродов .
Сварочный шлем какой купить?
Сварочная проволока – виды и какую выбрать?
Что такое наплавка?
Инверторный сварочный аппарат – что купить?
.
Сварщик трансформатора или инвертора?
Выбрать подходящий сварочный аппарат совсем непросто, что знает почти каждый, кто решил инвестировать в такое устройство. Опытному человеку намного проще подобрать оборудование, отвечающее его потребностям, чем начинающему сварщику. Однако часто сомневаются даже профессионалы. Распространенный вопрос, который можно найти на сварочных форумах и адресовать нашим консультантам: что лучше – инверторный или трансформаторный сварочный аппарат?
Инверторный сварочный аппарат – стоит ли покупать?
Инверторный сварочный аппарат – это оборудование, которое позволяет выполнять сварку методами MIG / MAG, MMA или TIG. В отличие от модели трансформера позволяет сочетать несколько способов. Инверторные сварочные аппараты доступны в версиях 2в1 или 3в1, и они сочетают в себе преимущества нескольких типов устройств. Оборудование доступно не только в стандартной версии с базовыми регулировками скорости подачи проволоки и сварочного напряжения, но и в расширенной версии с дополнительными функциями, которые пригодятся опытным сварщикам. Они включают, среди прочего, сварка импульсным током, т.е. функция ИМПУЛЬС. Благодаря этому материал не перегревается и не образует большого количества брызг, что, в свою очередь, гарантирует не только лучший контроль над процессом сварки, но и более красивый вид сварного шва.Функция PULS также полезна для сварки тонких деталей. Инверторные сварочные аппараты для опытных сварщиков также имеют функцию, известную как Synergy. Синергетическое управление основано на том, что сварщик автоматически выбирает подходящие параметры работы, и сварщику не нужно задумываться, какие настройки будут лучшими.
В отличие от модели трансформера позволяет сочетать несколько способов. Инверторные сварочные аппараты доступны в версиях 2в1 или 3в1, и они сочетают в себе преимущества нескольких типов устройств. Оборудование доступно не только в стандартной версии с базовыми регулировками скорости подачи проволоки и сварочного напряжения, но и в расширенной версии с дополнительными функциями, которые пригодятся опытным сварщикам. Они включают, среди прочего, сварка импульсным током, т.е. функция ИМПУЛЬС. Благодаря этому материал не перегревается и не образует большого количества брызг, что, в свою очередь, гарантирует не только лучший контроль над процессом сварки, но и более красивый вид сварного шва.Функция PULS также полезна для сварки тонких деталей. Инверторные сварочные аппараты для опытных сварщиков также имеют функцию, известную как Synergy. Синергетическое управление основано на том, что сварщик автоматически выбирает подходящие параметры работы, и сварщику не нужно задумываться, какие настройки будут лучшими.
Инверторный сварочный аппарат в магазине Alweld.pl
Среди рекомендуемых сварочных аппаратов MIG MAG на 230 В есть модель IDEAL 212 LCD Synergy с легко читаемым дисплеем, простой системой управления и современными транзисторами IGBT.Для людей, которым нужен сварочный аппарат MIG MAG на 400 В, хорошим выбором будет оборудование Magnum 311 Alu Synergia, то есть усовершенствованный синергетический мигомат, рекомендованный, в частности, профессионалам, но не только. Сварочный аппарат Ideal EXPERT 210 PFC TIG рекомендуется для сварки всех алюминиевых сплавов. Оборудование позволяет эффективно работать даже при высоких перепадах напряжения. Люди, заинтересованные в покупке сварочного аппарата MMA, могут выбрать устройство SNAKE 200 GDMS, адаптированное для работы в полевых условиях. В нашем магазине есть и другие устройства, которые стоит порекомендовать.
Инверторные сварочные аппараты
не только адаптированы к различным методам сварки, но и отличаются своей компактной конструкцией. Их легко носить с собой, они более удобны и подходят для использования с генераторными установками. Устройства имеют хорошо спроектированные системы охлаждения и обычно характеризуются высокой эффективностью и производительностью. Они проявляют устойчивость к перепадам напряжения. Инверторный сварочный аппарат станет хорошим выбором для людей, профессионально занимающихся сваркой. Конечно, его могут приобрести и те сварщики, которые используют оборудование только в своих целях, но регулярно и интенсивно.
Их легко носить с собой, они более удобны и подходят для использования с генераторными установками. Устройства имеют хорошо спроектированные системы охлаждения и обычно характеризуются высокой эффективностью и производительностью. Они проявляют устойчивость к перепадам напряжения. Инверторный сварочный аппарат станет хорошим выбором для людей, профессионально занимающихся сваркой. Конечно, его могут приобрести и те сварщики, которые используют оборудование только в своих целях, но регулярно и интенсивно.
Люди, которые хотят купить дешевое устройство, считают высокую цену недостатком инверторных сварочных аппаратов. Однако стоит знать, что если мы захотим купить технику для домашнего использования, нам не придется тратить много денег, около тысячи злотых. Более прочные инверторные сварочные аппараты, приспособленные к более сложным работам, с многочисленными технологическими возможностями, стоят 3-5 тысяч злотых. Если мы дополнительно хотим купить устройство от известного и уважаемого бренда, мы должны учитывать стоимость даже нескольких тысяч злотых и более.
Сварщик трансформаторов – кому рекомендуется?
Сварщик трансформаторов – это устройство простой конструкции, которое устойчиво к механическим повреждениям и может использоваться даже в более сложных условиях (отрицательные температуры, высокая запыленность или высокая влажность). Доступные на рынке модели часто имеют дополнительные функции, облегчающие работу и повышающие ее комфорт. К ним относится функция точечной сварки. Для чего используется трансформаторный сварочный аппарат? Оборудование позволяет выполнять сварку методами MIG MAG, MMA или TIG.
Аппараты сварочные трансформаторные
Иногда пользователи указывают, что качество сварки в трансформаторном устройстве может быть худшим, но многое в этом отношении зависит от навыков сварщика и от того, какие электроды будут использоваться для работы. Многие виды оборудования тяжелые и большие, что затрудняет их переноску. Поэтому модели с трансформатором чаще выбирают люди, ищущие стационарное устройство . Вопреки распространенному мнению, сварочные аппараты этого типа ненамного дешевле инверторов.Часто за них приходится много платить, даже больше 5000 злотых. Также видно, что на рынке все меньше и меньше моделей трансформаторов, а производители сварочных аппаратов делают акцент на инверторном устройстве.
Вопреки распространенному мнению, сварочные аппараты этого типа ненамного дешевле инверторов.Часто за них приходится много платить, даже больше 5000 злотых. Также видно, что на рынке все меньше и меньше моделей трансформаторов, а производители сварочных аппаратов делают акцент на инверторном устройстве.
Стоит порекомендовать модели из предложения чешского производителя Tiger Kuhtreiber из группы трансформаторных сварочных аппаратов. Предназначен для использования на производстве и в мастерских. Аппараты Tiger 2200, Kuhtreiber 305 подходят для людей, заботящихся о безотказной работе сварочного аппарата в любых, даже очень тяжелых условиях.
Акции в сварочном цехе Allweld.pl – См.
Резюме – какой сварочный аппарат выбрать?
При выборе сварочного аппарата следует также обращать внимание на рабочий цикл аппарата. В случае трансформаторных моделей это значение часто, но не всегда, ниже. Предполагается, что для хобби достаточно оборудования с циклом 20% и более. Сварщик, используемый в мастерских и в коммерческих целях, должен иметь рабочий цикл не менее 40%, а оборудование для профессионалов – не менее 50%.
Сварщик, используемый в мастерских и в коммерческих целях, должен иметь рабочий цикл не менее 40%, а оборудование для профессионалов – не менее 50%.
Сварщики часто выбирают как инверторные, так и трансформаторные сварочные аппараты, хотя первые более популярны. Чтобы оборудование наилучшим образом соответствовало вашим потребностям, в самом начале вы должны ответить на вопрос, для чего мы его будем использовать. Людям, ищущим простые устройства, хорошо выдерживающие сложные условия, рекомендуются трансформаторные модели. Однако, если вы ищете современное оборудование для интенсивного профессионального использования, инверторный сварочный аппарат может быть лучшим выбором.Его можно использовать в широком диапазоне, например, при монтажных и ремонтных работах, на строительной площадке, на производстве и для профессионального монтажа тяжелых стальных конструкций.
Смотрите другие интересные статьи в нашем блоге:
– Сварка цинка – вся самая важная информация о сварке цинком
– Сварка латуни – вся самая важная информация о сварке этого металла
– Сварка алюминия – вся важная информация о сварке этого металла
– Сварка чугуна – все самое важное о сварке этого металла
– Сварка электродом – вся самая важная информация для сварки электродом MMA
– Инверторные сварочные аппараты – Все об инверторных сварочных аппаратах
– Зарядное устройство – См. Рекомендуемые зарядные устройства
Рекомендуемые зарядные устройства
– Обозначение сварных швов – Посмотрите, какие типы сварных швов бывают
Руководство по закупкам:
– Сварщик для начинающих и любителей DIY
– Инверторный сварочный аппарат до 500 злотых
– Инверторный сварочный аппарат до 1 000 злотых
– Инверторный сварочный аппарат от 1000 до 2000 злотых
– Как правильно выбрать сварочный аппарат для ваших нужд
.
Сварочная техника
Сварочные аппараты – это универсальные устройства, обеспечивающие прочное, стабильное и несущее соединение металлических материалов посредством нагрева. Они используются для соединения материалов на производстве, строительстве и многих других отраслях промышленности.
Для чего нужен сварочный аппарат?
Сварка, в отличие от пайки, состоит из соединения частей одного и того же металла или определенных типов пластика при температуре выше точки плавления с использованием клея, заполняющего стык.
Исключительная прочность даже при максимальной нагрузке делает сварку предпочтительным методом соединения деталей в машиностроении, стальных конструкциях, судостроении, автомобилестроении, строительстве трубопроводов и мостов, слесарных мастерских и многих других отраслях промышленности. В отличие от деталей, скрепленных болтами, склепками или болтами, сварные швы можно разобрать только путем разрушения деталей.
Сварочные аппараты – это устройства, которые пригодятся как в домашней мастерской, так и в профессиональной мастерской.Если вы хотите навсегда соединить две части одного и того же металла, сварочный аппарат станет правильным инструментом. Можно сваривать многие металлы, такие как нелегированная сталь , железо, легированные стали, медь, бронза, латунь, цинк, нержавеющая сталь, легкие металлы, например, алюминий и его сплавы, листы.
Современные сварочные аппараты отличаются простотой в эксплуатации, быстрым запуском и высокими стандартами безопасности. Наиболее важными производителями сварочных аппаратов являются GYS, Einhell, Lorch, Ferm.
Наиболее важными производителями сварочных аппаратов являются GYS, Einhell, Lorch, Ferm.
Что вам нужно для сварки?
Для всех видов сварки требуется сварочный аппарат, подходящие расходные материалы, такие как сварочные электроды, газовая и сварочная проволока, а также средства индивидуальной защиты. В зависимости от используемого метода сварки нам обычно потребуются сварочный молоток, сварочные сепараторы, электрические или газовые сопла, средства контроля трещин, трубы, зажимы заземления в качестве принадлежностей для сварочного аппарата.
Обработка зоны сварки также является важной частью техники сварки. Для этого используются шлифовальные машины – например, угловые шлифовальные машины с металлическими или грубыми отрезными дисками, напильниками и проволочными щетками.
Посмотреть все принадлежности для сварки!
Типы сварочных аппаратов
По применяемым технологиям различают следующие способы сварки: газовая, электрическая, термическая, лазерная. Среди любителей, мастеров, строителей, а также в промышленности наиболее распространенным методом сварки стали является электросварка , которая заключается в создании электрической дуги между электродом и основным материалом с помощью низковольтной электрической машины (25- 30В).Температура дуги может достигать нескольких тысяч градусов Цельсия.
Среди любителей, мастеров, строителей, а также в промышленности наиболее распространенным методом сварки стали является электросварка , которая заключается в создании электрической дуги между электродом и основным материалом с помощью низковольтной электрической машины (25- 30В).Температура дуги может достигать нескольких тысяч градусов Цельсия.
Два основных типа дуговой сварки:
• Сварка стержневым электродом – электрод также является связующим
• Мягкая сварка электродом – связующее подается из другого источника
Какой аппарат подходит, зависит от материалов вы хотите сварить и где используется сварочный аппарат.
MMA сварка
MMA сварочные аппараты (электрод)
MMA электродные сварочные аппараты основаны на наиболее удобном и относительно простом методе сварки металлических деталей.Он предполагает использование так называемых плавящегося металлического электрода, покрытого флюсом . Сварочный процесс может производиться постоянным или переменным током с частотой сети 50 Гц. Тип тока выбирается в зависимости от типа используемого электрода. При сварке под воздействием высокой температуры происходит разложения покрытия с выделением газообразных веществ и шлака. Газ защищает сварочную ванну от погодных условий, а шлак дополнительно покрывает сварной шов, снижая скорость его охлаждения.Сам электрод (ММА) служит наполняющим (сварочным) материалом.
Сварочный процесс может производиться постоянным или переменным током с частотой сети 50 Гц. Тип тока выбирается в зависимости от типа используемого электрода. При сварке под воздействием высокой температуры происходит разложения покрытия с выделением газообразных веществ и шлака. Газ защищает сварочную ванну от погодных условий, а шлак дополнительно покрывает сварной шов, снижая скорость его охлаждения.Сам электрод (ММА) служит наполняющим (сварочным) материалом.
Метод MMA обычно используется в стальных конструкциях. Он отличается высокой технической универсальностью, возможностью сварки тонких и толстых элементов в любых условиях, а соединения характеризуются хорошими эксплуатационными свойствами. Кроме того, сварочные аппараты MMA мобильны и удобны в транспортировке.
| Преимущества | Недостатки |
|
|

Сварочные аппараты MIG-MAG (для сварки в защитной атмосфере)
В методе MIG / MAG материалы соединяются с с помощью сварочной проволоки . Сварочная дуга создается между проволокой, помещенной в сварочный наконечник, и заготовкой. Поставляемый отдельно сварочный газ защищает дугу и зону плавления от проникновения окружающего воздуха. В сварочных аппаратах MIG часто используются смеси аргона, гелия или газов. Для сварки MAG обычно используется активный газ – смесь аргона, углекислого газа и кислорода . Защитный газ и сварочная проволока выбираются в зависимости от обрабатываемого основного материала. Метод MIG / MAG используется для соединения практически всех металлов, он особенно подходит для меди и алюминия (MIG).
Для сварки MAG обычно используется активный газ – смесь аргона, углекислого газа и кислорода . Защитный газ и сварочная проволока выбираются в зависимости от обрабатываемого основного материала. Метод MIG / MAG используется для соединения практически всех металлов, он особенно подходит для меди и алюминия (MIG).
Мобильный сварочный аппарат MIG / MAG TRIMIG 200-4S
Благодаря возможности автоматизации этого метода сварочные аппараты MIG / MAG используются в судостроении и машиностроении , они также идеально подходят для автомобильной промышленности , на все типы , производственные линии и для хобби.Тип газа и его состав в значительной степени определяют ход процесса сварки, а также качество и внешний вид сварного шва. Наиболее распространенной является сварка MIG / MAG постоянным током положительной полярности .
Методы MIG / MAG имеют множество преимуществ, что делает их наиболее часто используемыми методами сварки.
| Преимущества | Недостатки |
|
|
Сварка неплавящимся электродом
Метод сварки TIG
Вольфрам
Инертный газ) основан на создании сварочной дуги между неплавящимся вольфрамовым электродом и заготовкой .Поставляемый отдельно аргон (защитный газ) защищает дугу и зону плавления от попадания воздуха в сварочную ванну. Иногда используют гелий или водород. Специальная конструкция сварочного держателя позволяет вручную подавать дополнительный материал (проволоку ), помещенный в сварочную ванну. С помощью этого метода переменного тока можно использовать для сварки алюминия или постоянного для меди, меди, легированных и нелегированных стальных сплавов.
Иногда используют гелий или водород. Специальная конструкция сварочного держателя позволяет вручную подавать дополнительный материал (проволоку ), помещенный в сварочную ванну. С помощью этого метода переменного тока можно использовать для сварки алюминия или постоянного для меди, меди, легированных и нелегированных стальных сплавов.
В случае сварки постоянным током в методе TIG используется обратная полярность . Минус подключен к электроду, а плюс – к материалу. Срок службы электрода увеличивается, так как большая часть тепла передается материалу. Важно отметить, что эта полярность не подходит для соединения алюминия, магния и их сплавов. Переменный ток используется для сварки TIG алюминия, магния и их сплавов.
Сварка методом TIG применяется в авиационной, химической промышленности и на производственных линиях из-за возможности механизации, до соединения тонких листов в местах, требующих качественной сварки.
| Преимущества | Недостатки |
|
|
Другие типы сварочных аппаратов
Газосварочные аппараты для точной и аккуратной сварки являются старейшим типом сварочных аппаратов. Для работы им нужно газа в специальном баллоне. Газовая сварка заключается в плавлении кромок соединенных металлов путем нагрева пламенем, возникающим в результате сгорания легковоспламеняющегося газа в атмосфере подаваемого кислорода. Процесс может выполняться со связующим или без него (например, краевой шов). Однако недостатками этих устройств являются их большие размеры и опасность, связанная с использованием горючего газа.
Газовая сварка заключается в плавлении кромок соединенных металлов путем нагрева пламенем, возникающим в результате сгорания легковоспламеняющегося газа в атмосфере подаваемого кислорода. Процесс может выполняться со связующим или без него (например, краевой шов). Однако недостатками этих устройств являются их большие размеры и опасность, связанная с использованием горючего газа.
Сварка термитом – заливка стыка материалом под названием «термит». При термитной сварке источником тепла является химическая реакция, которая не только нагревает, но и связывает соединение.Термитная сварка в основном используется для соединения рельсов . Между лицевыми поверхностями должен быть оставлен зазор, чтобы жидкий утюг мог заполнить его. Струя перегретого железа, текущая из тигля в форму, плавит стенки соединяемых деталей, что обеспечивает хорошее соединение с основным металлом.
Рекомендуемые продукты:
Рекомендуемые категории:
Рекомендуемые аксессуары:
Если вы считаете, что мы можем улучшить эту статью благодаря вам, свяжитесь с нами по адресу: [электронная почта защищена] Спасибо – Команда Конрада.
.
Газовый паяльник – Сварочные и паяльники
| | |||||
Вы хотите сохранить текущие критерии поиска? Сохраните ваш поиск Просмотр сохраненных Аби + 90 086 ОМЗ / rDETrvY2SlLVLnI4aqzvsBi7HBb2Web4U9 / OfDlPUXwX / Sd7HdYhXCXjYUKf4ZMdyYRTGmAeQG6TURW5D4joV5N / ZDfnmgEojrFCV / ogL8oatWMjgnOwS616xY67IUaw3lkRYRsOyoza449m1g4Ejfo / 1B6scXY5 + eGTwT3N9Mt8ffgxHt2a3cHltaO mjsl7SfWQLYKhRRneGMjgnOwS616uWjR + + qneC yHAqCOQdROlLznxtW / GR5tuazMGkhFUCXIeek3A338RQ00YfZlWLRF
- Недавно просмотренные
- Списки просмотра (0)
- Просмотренные поиски
.
Сварочные электроды и их виды. Как их правильно выбрать?
Сварочные аппараты – это устройства, присутствующие на многих рабочих местах и производственных цехах. Их используют как профессионалы, работающие на стройках, так и ремонтные бригады. Сварочный аппарат MMA или MIG / MAG также является практически обязательным элементом оборудования мастерской каждого уважающего себя энтузиаста DIY. В конце концов, сварка металлических компонентов – это наиболее эффективный метод их соединения, а сварочное оборудование может работать с различными видами сырья.Хотя некоторые сварщики полагаются на газовое оборудование, аппараты для сварки электродами на сегодняшний день являются самыми популярными в повседневном использовании. В зависимости от устройства их можно сваривать различными методами: MMA, MIG, MAG и TIG.
На рынке можно найти даже универсальные модели сварочных аппаратов, которые могут работать во всех заданных режимах. В зависимости от того, какой метод работы мы выберем, нам потребуются разные электроды. Их правильный выбор поможет в эффективной работе и получении правильного сварного шва.Мы представляем важнейшие виды сварочных электродов, которые должен знать каждый, даже начинающий сварщик.
Их правильный выбор поможет в эффективной работе и получении правильного сварного шва.Мы представляем важнейшие виды сварочных электродов, которые должен знать каждый, даже начинающий сварщик.
Для чего нужны сварочные электроды?
В самых популярных и доступных типах сварочных аппаратов используется электрическая дуга. Именно он обеспечивает тепло, необходимое для нагрева и плавления металлов или других материалов, которые мы хотим соединить со сварным швом. Незаменимый элемент при производстве такой дуги – электрод. Именно она замыкает токовую цепь, без которой сварщик не смог бы произвести подключение.Напряжение, необходимое для сварки, которое также вызывает значительное повышение температуры, появляется как раз между электродом и поверхностью, которую мы собираемся расплавить.
В некоторых методах сварки плавящийся электрод является основным материалом, из которого образуется связка, соединяющая свариваемые детали. Однако для каждого типа сварочного аппарата выбираются несколько разные электроды, что влияет на форму сварного шва и его качество. Выбор также должен зависеть от типа свариваемой поверхности.
Выбор также должен зависеть от типа свариваемой поверхности.
Электроды стержневые
Сварка
MMA на сегодняшний день является наиболее распространенной. Они используются в устройствах, сочетающих материалы с методом MMA. Этот метод особенно популярен среди любителей DIY, поскольку он не требует специальных баллонов с защитным газом. Эту функцию выполняют покрытые электроды. Они состоят из металлического сердечника, окруженного специальным покрытием. Именно эта крышка создает газовую защиту, в которой светится сварочная дуга.Соединение элементов происходит после контакта электрода с свариваемой поверхностью.
Электрод плавится и укорачивается по мере выполнения работы. С другой стороны, от покрытия остается слой шлака, закрывающий место стыка свариваемых элементов. Благодаря таким свойствам метод MMA очень универсален, он позволяет сваривать в различных условиях. В то же время, однако, работа не очень быстрая и неэффективная. Тем не менее, на рынке существует несколько типов покрытых электродов с различными свойствами и областями применения.
Электроды рутиловые
Это самые универсальные электроды, с которыми каждый сварщик должен без проблем обращаться. Они легко плавятся, образуя гладкий стык. Их можно сваривать практически в любом положении, они подходят для соединения мелких элементов. Также легко удалить шлак, который они оставляют после себя. Минусы? Сварные швы из рутиловых электродов легко ломаются и считаются довольно хрупкими.
Электроды целлюлозные
Электроды с целлюлозным покрытием чаще всего используются в суровых условиях.Они могут соединять металлы в любом положении, в том числе вертикально – сверху вниз. Их активно используют, особенно при работе на открытом воздухе, потому что они нечувствительны к изменениям погоды или температуры, и стык не нужно подготавливать очень тщательно. Электроды из целлюлозы допускают глубокое проникновение в свариваемый элемент, но при этом сварной шов, сделанный с их участием, не будет особо прочным.
Электроды основные
Их также иногда называют электродами с низким содержанием водорода. Это отличает их особенно от рутиловых электродов. Щелочная оболочка содержит плавиковый шпат, а также карбонаты магния и кальция. Соответственно, такие электроды необходимо просушить перед использованием. Тогда мы получим соединение, устойчивое к растрескиванию и гораздо менее хрупкое. С ними лучше всего сваривать толстые и жесткие элементы. Однако они не справляются со сваркой сверху вниз.
Это отличает их особенно от рутиловых электродов. Щелочная оболочка содержит плавиковый шпат, а также карбонаты магния и кальция. Соответственно, такие электроды необходимо просушить перед использованием. Тогда мы получим соединение, устойчивое к растрескиванию и гораздо менее хрупкое. С ними лучше всего сваривать толстые и жесткие элементы. Однако они не справляются со сваркой сверху вниз.
Электроды кислотные
В таком утеплении мы можем найти оксиды железа и раскислители. Кислотные электроды позволяют получить плоские и гладкие сварные швы, но они не очень прочны.Их можно использовать для выполнения работы в нескольких положениях, в первую очередь, так называемом боковом и нижнем. Обычно они не требуют сушки.
А может вы ищете комплектующие для металлообработки? Тогда читайте следующую статью: Как выбрать подходящий отрезной диск по металлу?
Плавные электроды без покрытия
При сварке с помощью мигомата потребуются немного другие электроды. Сварочный аппарат этого типа объединяет элементы в защиту инертных газов, подаваемых из специального баллона.Такая работа немного сложнее и менее интуитивно понятна, чем сварка стержневыми электродами, но она позволяет получать качественные сварные швы и работать очень эффективно.
Сварочный аппарат этого типа объединяет элементы в защиту инертных газов, подаваемых из специального баллона.Такая работа немного сложнее и менее интуитивно понятна, чем сварка стержневыми электродами, но она позволяет получать качественные сварные швы и работать очень эффективно.
Стержневые электроды без покрытия используются для сварки MIG и MAG. Их роль играет сварочная проволока. Как и стержневые электроды, он плавится по мере выполнения работы. Сварочный аппарат Migomat может работать в любом положении, он может обрабатывать элементы разной толщины. Тип и толщину сварочной проволоки следует выбирать для конкретного материала.Обычно выбирается проволока диаметром от 0,6 до 2 миллиметров. Чем толще свариваемые элементы, тем больше должен быть диаметр проволоки. Наибольшей популярностью пользуются провода толщиной 0,8 и 1 миллиметр.
Источник фото: https://sklep.powermat.pl/pl/migomat-inwertorowy-220a-mig-mag-tig-mma-pm-img-220l-pro. html
html
Неплавящиеся электроды
Электроды в аппаратах для сварки TIG работают также в газовой защите, питаемой от специального баллона. Их называют неплавящимися электродами, потому что они не укорачиваются во время сварки.Однако они позволяют получать связующие высочайшего качества, максимально точную работу и стыковку даже небольших элементов.
Мягкие электроды изготовлены из вольфрама, переходного металла, присутствующего в земной коре. Этот материал имеет чрезвычайно высокую температуру плавления, поэтому даже горячие условия электрической дуги не повреждают электрод. В дополнение к тем, которые сделаны из 100-процентного вольфрама, некоторые имеют дополнительные компоненты, но их объем не превышает 2 процентов от состава электрода.
Электроды из чистого вольфрама лучше всего подходят для сварки алюминия и магния. Те, у кого добавлен лантан, смогут справиться с низколегированными и высоколегированными сталями, а также с медными, алюминиевыми и никелевыми сплавами. Электроды с добавкой церия и тория также подходят для сварочных аппаратов TIG. Оба характеризуются высокой стабильностью дуги и прочностью соединений.
Электроды с добавкой церия и тория также подходят для сварочных аппаратов TIG. Оба характеризуются высокой стабильностью дуги и прочностью соединений.
См. Также следующую статью: Безопасная сварка. Каким стандартам должны соответствовать сварочные маски?
Вернуться к списку товаров
.
Типы сварочных аппаратов и их краткие характеристики
В настоящее время мы можем выбирать из различных сварочных аппаратов, что, однако, не облегчает принятие окончательного решения. При выборе подходящего сварочного аппарата необходимо учитывать, прежде всего, тип оборудования и его конкретное назначение. По этой причине стоит ознакомиться с различными типами сварочных аппаратов и их применением.
Познакомьтесь с видами сварочных аппаратов
- Газосварочный аппарат. Это один из самых распространенных и старых типов сварочных аппаратов.Это обеспечивает точную и аккуратную сварку.
 Он довольно большой, и для его работы требуется газ в специальном баллоне (в прошлом сварочный газ в этих сварочных аппаратах вырабатывался в генераторе). Для запуска сварочного аппарата к горелке необходимо подсоединить два газовых баллона, которые также довольно большие (около 150 см). Кроме того, необходимо соблюдать особую осторожность при работе с этим устройством из-за использования горючего газа. Этот тип сварочных аппаратов чаще всего используется при работах, требующих особо точной сварки, в основном на профессиональных больших рабочих местах.Одним из вариантов газосварочного аппарата является комплект для пайки, который является гораздо более мобильным инструментом. Он предназначен в первую очередь для пайки или серебряного флюса.
Он довольно большой, и для его работы требуется газ в специальном баллоне (в прошлом сварочный газ в этих сварочных аппаратах вырабатывался в генераторе). Для запуска сварочного аппарата к горелке необходимо подсоединить два газовых баллона, которые также довольно большие (около 150 см). Кроме того, необходимо соблюдать особую осторожность при работе с этим устройством из-за использования горючего газа. Этот тип сварочных аппаратов чаще всего используется при работах, требующих особо точной сварки, в основном на профессиональных больших рабочих местах.Одним из вариантов газосварочного аппарата является комплект для пайки, который является гораздо более мобильным инструментом. Он предназначен в первую очередь для пайки или серебряного флюса. - Аппараты электросварочные. Это наиболее часто используемый тип. Их конструкция довольно проста, а работа довольно плавная. Они предназначены для сварки покрытыми электродами, т.н. ММА. Среди этого типа устройств вы можете найти как большие, так и тяжелые трансформаторные сварочные аппараты, а также модели меньшего размера (их мощность также намного ниже) для нерегулярного использования.

- Аппараты инверторные сварочные. Как и в случае электросварщика, сварка выполняется по технологии MMA. Инверторное устройство удобное, мобильное и универсальное. Его часто используют для работы в мастерских как в профессиональных компаниях, так и частными пользователями. Он позволяет выполнять сварку электродами наименьшего диаметра и подходит для чугуна. Его можно использовать с дополнительным оборудованием, например, при сварке TIG.
- Сварщик МИГ (мигомат).Это профессиональный сварочный аппарат MIG. Этот тип сварочного аппарата предназначен для работы с мелкими элементами, например, для ремонта механических устройств или автомобилей. Он также используется для сварки листового металла. Для Migomat требуется газовая защита и баллон с инертным газом. Он относительно тяжелый (более 15 кг).
- Сварщик TIG. Это универсальный аппарат, который позволяет сваривать практически любой металл. Он позволяет выполнять сварку в технологии TIG, а часто и MMA.Требуется использование газового баллона (в технологии ММА баллон не нужен).

.
Обязанности электрогазосварщика: подробное описание профессии
Екатерина обучение, профессия, сварочное дело
Время чтения: 6 минут
Профессия сварщика — это отличный выбор для тех, кто хочет быстро обучиться ремеслу, чтобы начать работать, и при этом получать неплохую зарплату. В современном сварочном деле есть множество разновидностей сварщиков. Среди них особо востребованным остается электрогазосварщик.
Среди них особо востребованным остается электрогазосварщик.
В этой статье мы подробно расскажем, кто такой этот электрогазосварщик, какие обязанности он должен выполнять и в чем разница между электрогазо- и газоэлектросварщиком.
Содержание статьи
- Общая информация
- Обязанности
- Что должен знать электрогазосварщик?
- В чем отличие от газоэлектросварщика?
- Вместо заключения
Общая информация
Электрогазосварщики очень востребованы на рынке труда. Даже несмотря на то, что ежегодно эту специальность получают сотни студентов по всей России. Электрогазосварщики нужны во многих областях: от строительства до нефтеперерабатывающей отрасли. В стране много сварщиков, но среди них не хватает по-настоящему квалифицированных мастеров.
Профессионалы своего дела получают достойную оплату. Большинство из опрошенных мастеров утверждают, что размер зарплаты напрямую зависит от квалификации и желания самого работника.
Но помните, что сварка — одна из опаснейших сфер деятельности для человека. Вы должны быть физически развиты и здоровы, чтобы выдержать такую работу. Порой электрогазосварщикам приходится работать не в самых комфортных условиях, и в неудобном положении.
Обязанности
Обязанностей электрогазосварщика немало. Специалист в этой профессии должен подготавливать оборудование к работе, выполнять плазменную, дуговую, газовую сварку любого уровня сложности. Он должен варить любые типы металлов: от стали до меди.
В его обязанности входит работа с различными металлоконструкциями, в том числе строительными и инженерными. Сваренные конструкции должны выдерживать большие нагрузки и исправно служить на протяжении долгих лет.
Электрогазосварщик выполняет работу в разных плоскостях, и выполняет ее качественно. Он так же может работать с экспериментальными конструкциями и особыми металлами, требующими дополнительных знаний и опыта для их сварки.
Помимо этого, электрогазосварщик может заниматься сваркой деталей, предназначенных для электронно-вычислительных машин.
Как видите, у мастеров много обязанностей. Можно сказать, что электрогазовые сварщики — это универсальные работники, которые могут сварить любые металлы с применением различных технологий. Поэтому круг их обязанностей настолько широк.
Что должен знать электрогазосварщик?
Чтобы выполнить работу правильно, электрогазосварщик должен обладать определёнными знаниями. Он должен в совершенстве разбираться в устройстве и принципе действия всего сварочного оборудования, которое использует в работе. Также он должен знать все о газовых баллонах, сварочных горелках и редукторах, которые применяются в такой работе.
Ему должны быть известны все основные методы выполнения прихваток, разделки швов, подготовки кромок под сварку. Он должен разбираться во всех разновидностях сварных швов и соединений.
Электрогазосварщик должен владеть информацией о правилах безопасности при сварке с применением различных технологий. Он также должен знать все основные термины, использующиеся в чертежах. И в целом, сварщик должен уметь читать чертежи.
И в целом, сварщик должен уметь читать чертежи.
Помимо этого, электрогазосварщик обязан знать все о расходных материалах. Он должен разбираться в марках электродов, флюсов, в применяемых газах, их составе и свойствах.
Сварщик должен понимать, как правильно хранить и использовать расходные материалы, а также как правильно подбирать их в зависимости от поставленной задачи. Он не должен превышать нормы расхода материалов. Также электрогазосварщик должен знать все типы сварочных дефектов и уметь устранять их.
Это основные требования к знаниям электрогазосварщика. Нужно грамотно владеть теорией и уметь применять ее на практике, чтобы стать по-настоящему востребованным специалистом. Работа далеко не самая простая, и вы вряд ли сможете бездельничать на рабочем месте. Но это отличная почва для вашего карьерного роста и повышения заработной платы.
В чем отличие от газоэлектросварщика?
Электрогазосварщиков нередко называют газоэлектросварщиками, отчего возникает путаница не только в разговоре, но и в документах. Исходя из этого многих интересует, чем отличается газоэлектросварщик от электрогазосварщика и есть ли вообще какие-либо отличия.
Исходя из этого многих интересует, чем отличается газоэлектросварщик от электрогазосварщика и есть ли вообще какие-либо отличия.
Начнем с главного. Электрогазосварщик и газоэлектросварщик — это две одинаковые профессии, которые отличаются лишь названием. Нет никаких различий в обязанностях. Однако, можно с уверенностью сказать, что «электрогазосварщик» — это единственно верный вариант написания этого слова. Тогда как «газоэлектросварщик» — это просто его разговорная форма, закрепившаяся в умах.
На данный момент ни в одном постановлении, приказе или классификации официально нет такой профессии как «газоэлектросварщик». Возможен только один правильный вариант — «электрогазосварщик».
Казалось бы, ну и пусть себе существуют разные варианты одного слова, и пусть каждый говорит так, как ему удобно. Ведь похожая ситуация возникла со словами «прописка» и «регистрация». Однако, использование неправильного термина при обозначении профессии может привести и к серьезным последствиям.
Существует немало мастеров-электрогазосварщиков, в трудовых документах которых написано «газоэлектросварщик». Такая ошибка может привести к тому, что сварщик просто не будет иметь возможности раньше выйти на пенсию или получить другие льготы, поскольку в перечне опасных профессий нет слова «газоэлектросварщик».
Именно поэтому так важно проследить, чтобы во всех ваших трудовых документах была вписана должность «электрогазосварщик», а не «газоэлектросварщик». В противном случае придется решать эту проблему через суд, а это долгий и не самый приятный процесс.
Также не стоит путать профессию электрогазосварщика с газосварщиком и электросварщиком. Профессии электросварщик и газосварщик имеют совсем другие обязанности.
Вместо заключения
Электрогазосварщик — это перспективная и хорошо оплачиваемая профессия. Она востребована и позволяет добиться неплохого карьерного роста. Но это возможно только в том случае, если вы будете постоянно практиковаться и стремиться к более высокой должности.
У электрогазосварщиков много обязанностей, и к ним предъявляется множество требований при поступлении на работу. Достаточно прочесть любую из должностных инструкций электрогазосварщика, чтобы понять, как много должен знать и уметь мастер. Эта работа предназначена для трудолюбивых и целеустремленных людей, которые готовы работать и развиваться.
А что касается терминов, то учтите, что профессии газоэлектросварщик и электрогазосварщик ничем не отличаются. Это два названия для одного вида деятельности. Проще говоря, они оба делают одну и ту же работу. В документах правильно писать именно «электрогазосварщик», поскольку слова «газоэлектросварщик» нет ни в одной современной классификации профессий в России.
Похожие публикации
Льготная пенсия электрогазосварщика: список документов, условия
В России профессия электросварщика считается не только востребованной, но и льготной. Будучи сопряженной с рисками и особыми условиями труда, эта деятельность относится к категории «особо вредных».При выходе на заслуженный отдых электрогазосварщик льготную пенсию получит. Список основных условий и привилегий мы рассмотрим в данной статье.
Будучи сопряженной с рисками и особыми условиями труда, эта деятельность относится к категории «особо вредных».При выходе на заслуженный отдых электрогазосварщик льготную пенсию получит. Список основных условий и привилегий мы рассмотрим в данной статье.
Электрогазосварщик
Почему данная профессия входит в категорию «особо вредных»?
Многие задаются вопросом, почему профессия электросварщика относится к категории особо опасных? Сегодня эта специальность высоко оплачивается и связано это не только со сложностью процесса, но и особыми условиями труда.
Узнайте также, как организовать доставку пенсии на дом?
Несмотря на то, что работы обычно проводятся в заводских условиях, то есть там, где действуют строгие нормативы безопасности, электросварщик подвергает свое здоровье повышенной опасности. Часто некоторые виды работ приходится выполнять «в полях», за пределами цехов, на строительных площадках, на большой высоте.
Поэтому мастер сильно рискует, производя электросварку при монтаже высотных зданий, в условиях сильных порывов ветра, снега.
У электрогазосварщиков вредные условия труда
В отдельную категорию можно отнести работников, которые производят сварку на судах, что часто предполагает работу в особых, экстремальных условиях.
Но даже не это относит профессию к категории «вредных». Во время сваривания швов, спаивания металла, зрение работника подвергается сильной нагрузке. Со временем, многие специалисты данной области отмечают снижение остроты зрения, частичную потерю. Также для данной профессии характерны других хронические заболевания: бронхит, астма, артрит и т.д.
В наше время данная профессия востребована
Во время работы, специалистам приходится выполнять серьезные физические нагрузки, находясь при этом на ногах. Это тяжелый физический труд, часто на высоте, в неудобном статичном положении.
Но, несмотря на все эти сложности, многие молодые люди все равно выбирают эту профессию. И на это есть ряд причин:
И на это есть ряд причин:
- Высокая оплата труда. Во все времена эта специальность пользуется большим спросом, и найти высококвалифицированного специалиста в этой области не так просто. По сравнению с аналогичными рабочими профессиями, связанными со строительством, выполнением монтажных и ремонтных работ, сварщики получают в 2-3 раза больше. Безусловно, уровень дохода зависит от квалификации, класса специалиста и региона, в котором он работает.
- Накопленный опыт и квалификация благоприятствуют быстрому карьерному росту.
- Высокий спрос на сварщиков. В отличие от других специальностей, даже для молодого неопытного сварщика найти работу не составит труда.
- Специалисты имеют право льготной пенсии.
Кто имеет право на льготу?
Для электросварщиков, в отличие от других категорий граждан, установлен отдельный срок выхода на пенсию:
- мужчины имеют право на предоставление пенсии по достижению 55 лет;
- женщины – 50 лет.
Для сравнения, на сегодняшний день все остальные граждане РФ имеют другой возрастной порог для выхода на заслуженный отдых. Мужчины — 60 лет, женщины – в 55.
Мужчины — 60 лет, женщины – в 55.
Льготный возраст для женщин – 50 лет
Основанием для расчета срока являются 30 — 32 ст. Закона РФ № 400«О пенсии».
Особые условия назначаются в связи с плохими «вредными» условиями труда.
Согласно данным статьям, для назначения льготных условий, комиссия должна подтвердить, что субъект действительно имел трудовой стаж по специальности. Однако чтобы в полной мере воспользоваться всеми причитающими государственными льготами, необходимо иметь определенный коэффициент работы.
Сварщики имеют право на пенсионные льготы
Поэтому не стоит однозначно рассчитывать на одинаковые льготные условия. Электросварщики, в зависимости от категории, времени выработки, условия труда и стажа могут иметь совершенно разные льготы.
Перечень правовых актов, согласно которым рассчитывается стаж и назначается пенсия
Изменение в связи с пенсионной реформой
Пенсионная реформа, принятая Госдумой РФ в конце сентября 2021 года, изменила пенсионный возраст для мужчин и женщин в стране. На сегодняшний день трудовой возраст заканчивается для мужчин в 65 лет, а для женщин – в 60 лет.
В связи с этим у большинства граждан возникли вопросы относительно ранних пенсий для разных льготных категорий.
Так, сварщиков с многолетним стажем волнует вопрос, когда они могут пойти на заслуженный отдых? Данная пенсионная реформа не коснулась граждан с вредными профессиями.
Основания для выхода на пенсию для них остались прежними:
- трудовой стаж от 25 лет;
- 12,5 лет работы сварщиком;
- пенсионные баллы.
Планируя завершение трудового стажа, каждому сварщику необходимо подготовить пакет документов и направить их в обработку.
Как правильно рассчитать стаж?
Как правильно определить, попадает ли специализация в категорию тех, кому положен более ранний, льготный выход на пенсию? Если прочитать статью 30-32 федерального закона, то там нет прямой отсылки к этой специализации. Там перечислятся условия труда, которые могут стать причиной предъявления таких прав.
В Постановлении РФ №10 от 1991 обозначен список профессий, которые претендуют на ранний выход на пенсию
Еще одним документом, подтверждающим такие льготы, является Постановление РФ №10 от 1991 года. В 23 разделе говорится, что определен ряд профессий, которые позволяют раньше общего срока выйти на пенсию. В этом списке значатся такие профессии, как газосварщик и электросварщик.
Но здесь большое значение играет класс вредности.
Классификация условий труда по степени вредности и опасности
Эту категория определяет ГОСТ 12.1.005-88 и ГОСТ 30756-2001.
Таблица №1 — Класс вредности и льготы
| Класс вредности | Виды работы | Льготы |
| 1 (оптимальные условия труда) | Работа с автоматическими аппаратами | — |
| 2 (допустимые условия) | Контактная сварка | — |
| 3 (особо опасные) | К этой категории относятся сварочные аппараты с флюсом до 10% диоксида кремния. | + |
| 4 (экстремальные) | Резка и плавка металла | + |
Из этой таблицы видно, что во многом право на льготу будет рассчитываться исходя из класса работы.
Для проведения аттестации условий труда создается специальная комиссия, которая исследует рабочие места, определяет уровень воздуха и составляет Акт. Аттестация класса вредности рабочего места проводится по ГОСТу ГОСТ 12.01.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Сварщики, которые работают с другими видами газов (например, аргоновыми) и занимаются прессовой сварке, не относятся к льготной категории согласно этому государственному стандарту.
Аргоновая сварка не относит специалиста к льготной категории
Определение особого стажа
Под льготным стажем подразумевают меньшую, чем общепринятая, продолжительность трудовой деятельности, завершив которую человек имеет право стать пенсионером.
Те, кто работает давно, и физическое состояние уже не позволяет трудиться как раньше, задаются вопросом: «Во сколько лет будут доступны выплаты по старости?» Ведь сварщики в России выходят на пенсию по-разному, в зависимости от определённых условий.
Те из них, кто подходит под все требования, получают пособия по старости, достигнув 55 лет, а женщинам этой профессии отдых доступен по достижении 50 лет.
Для сравнения: согласно недавней реформы, с 2021г. для представителей обычных специальностей, без права привилегий, этот порог будет 65 лет для лиц мужского пола, женщинам — 60.
Все люди обычно выходят на пенсию в 55 лет женщины и мужчины в 60 лет.
Льготные условия подразумевают, что можно досрочно уйти с работы, и электрогазосварщики имеют право на это. Почему?
О более ранней пенсии для этой профессии говорит Список от 26.01.1991г. №2 Раздел XXXIII.
В Списке дается уточнение: электрогазосварщики должны заниматься ручной сваркой и резкой на автоматических и полуавтоматических машинах и использовать флюсы, содержание вредных веществ в которых не ниже 3 класса опасности.
Только такие лица имеют право на льготу. ГОСТ 12.01.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны» помогает определить, какие вещества относятся к 3 классу.
Внимание: А как же те, кто работает с инертными газами, например, аргоном, или занят на прессовой сварке? В Списке вредных профессий такие специальности отсутствуют, соответственно, льгот для них нет.
Также учитываются факторы:
общего стажа.- Наличие документального подтверждения, что человек был задействован на вредном производстве.
- Пенсионного коэффициента.
- Работы полный день.
Описание льготы
Мужчина, если он соответствует перечисленным выше требованиям, имеет право досрочно выйти на пенсию в 55 лет, если его страховой стаж составляет 25 лет, а рабочий – не менее 12 лет и 6 месяцев.
Женщина же обязана проработать во вредных условиях минимум 10 лет, а общий стаж иметь 20 лет. Тогда она может выйти в 50 лет.
Есть и исключения: как только отработана половина срока, указанного в списке, тогда возраст общеустановленного выхода на отдых начинается уменьшаться прямо пропорционально времени нахождения во вредных условиях.
Проще говоря: женщина 5 лет была электрогазосварщицей, теперь каждые 2 года, ее количество лет для выхода не пенсию уменьшается на год. Мужчине, следовательно, после 6.3 лет стажа за каждые 2.5 года срок становится меньше также на год.
В расчетах учитывается количество отработанного времени и применяется календарный принцип: год работы = 12 месяцев стажа.
Работники Пенсионного Фонда очень тщательно проверяют выполнение следующих условий со стороны работника:
- наличие необходимого льготного стажа и его документальное подтверждение при помощи трудовой книжки или справки из архива.
- Соответствие кода профессии человека с кодом, который указан в льготном Перечне. Важное значение имеет и грамотное написание названия.
- Правильность заполнения трудового договора, книжки, учетных документов.
- Наличие специальной оценки от работодателя, которая подтверждала бы вредность условий.
- Наличие официального места работы.

Работодатель также должен выполнить ряд требований, чтобы его сотрудник имел право досрочно выйти на пенсию.
Итак он обязан предоставить:
Отдел оценки пенсионных прав обязан по достижении работником стажа, встретиться с ним, чтобы завести предпенсионное дело, в которое войдут все бумаги-доказательства.
Перед этим, ООПП должен регулярно (минимум раз в год) проверять предприятие на соответствие требованиям.
Согласно статистике, в нашей стране сегодня есть большое количество организаций с вредными условиями труда, оказывающими негативное влияние на здоровье человека.
Опасными условиями считаются присутствие вредных газов в повышенной концентрации, излишний шум, плохая освещенность, радиация.
От этих обстоятельств зависит продолжительность работы человека и возможность досрочно выйти на пенсию. Далее из статьи вы узнаете списки специальностей, представители которых могут претендовать на получение льготной пенсии по Списку № 2. Также дополнительно рассмотрим Список № 1.
Классификация происходит на основе химических, микроклиматических и бактериологических составляющих. Такие факторы негативно влияют на общее здоровье работника и провоцируют появление профессиональных болезней, которые впоследствии ограничивают трудоспособность.
На законодательном уровне правительство закрепило ряд привилегий, которые позволяют раньше выйти на пенсию и прекратить трудовую деятельность.
Это пенсия по вредности, согласно спискам номер один и номер два, которые мы рассмотрим далее в статье.
Исходя из федерального закона о страховых пенсиях, тем гражданам, которые отработали определенный срок на заводах или других предприятиях с вредной средой, гарантируется право досрочного выхода на заслуженный отдых.
Льготные профессии были определены более 25 лет назад, в 1991 году. За прошедшее время в список вносились корректировки и изменения в связи с появлением новых специальностей, а также с переименованием старых профессий.
Гражданам, занятым на опасных и тяжелых работах, полагается ряд льгот. Они, в частности, касаются повышенного пенсионного содержания. Правительство РФ определило перечень профессий, которые позволяют претендовать на привилегии. К их числу относятся электрогазосварщики. Однако гражданам с такой профессией необходимо заранее проверить правильность оформления документации, чтобы потом не получить отказ при начислении льготной пенсии.
Законодательство
- Постановление Правительства РФ № 516 от 11.07.02, регулирующее порядок исчисления стажа, в том числе на вредном и опасном производстве;
- Список № 2, утвержденный Постановлением № 10 от 26.01.1991 Кабинета Министров СССР.
Согласно ст. 30 ФЗ «О страховых пенсиях» лица, проработавшие в тяжелых условиях, имеют право на получение пенсионного пособия в 55-летнем возрасте (для мужчин) и в 50-летнем возрасте (для женщин), при этом общий трудовой стаж указанных граждан не должен быть меньше двадцати пяти и двадцати лет соответственно.
Для того чтобы лицо, осуществляющее сварочные работы, получило возможность выхода на пенсию в досрочном порядке в первую очередь необходимо наработать соответствующий стаж, а именно:
- Мужчины получают указанную привилегию только по истечении двенадцати с половиной лет опыта работы сварщиком;
- Для женщин такой термин немного снижен и составляет десять лет.
Вместе с этим законом для указанной категории лиц предусмотрена возможность понижения общего возрастного показателя для получения пенсии, если последние отработали по специальности сварщика не менее половины предусмотренного времени и имеют установленный законом страховой стаж. В этом случае за одни год мужчинам может засчитаться два с половиной года, женщинам – два.
Пример. Гражданка Васильева (54 года) имеет семилетний стаж работы сварщицей, а ее страховой стаж равен двадцати двум годам. С учетом того, что последняя отработала по профессии половину установленного законом срока, то ей полагается досрочная пенсия. Кроме того ее общий показатель возраста будет понижен на один год и выйти на пенсию она может в текущем году.
Доплаты и компенсации
Кроме основной пенсии и льготного более раннего выхода на заслуженный отдых, работники этой профессии могут рассчитывать на различные доплаты, компенсации.
Размер такого пособия во многом зависит от трудового стажа и степени тяжести условий труда, в которых работал специалист.
Особые условия труда предполагают начисление льготного отпуска
Сварщик, работа которого относится к 3-4 классу, может без дополнительных документов претендовать на льготные условия выхода на пенсионный отпуск. Работники, задействованные в выполнении трудовых задач 1-2 класса, таких льгот не имеют. Их срок выхода на пенсию стандартный – для мужчин 60 лет, для женщин – 55 года.
Важным моментом является документ, который подтверждает соответствующий класс работ. То есть эти данные обязательно должны быть прописаны в трудовой книжке по ГОСТу.
Комиссия учитывает при расчете несколько видов стажа
Устанавливает право на отпуск специальная Комиссия. Она рассматривает документы и принимает решение о том, достаточно ли оснований у специалиста для выхода на пенсию.
Комиссией учитываются следующие факторы:
- общий трудовой стаж;
- условия труда;
- класс вредности производства;
- наличие соответствующей аттестации у предприятия.
При этом не важно, по какому графику работал субъект. При расчете общего трудового стажа учитываются только рабочие дни (не часы).
Учитывает общий трудовой стаж
Стаж работы (минимальный) у мужчины должен составлять 25 лет. При этом учитывается длительность работы именно на этой должности. Стаж при этом должен быть не менее 12,5 лет.
Для женщин действуют другие правила: 20 лет общего стажа и 10 лет работы на должности сварщика.
Электросварщик может на 5 лет раньше претендовать на пенсию
Но есть и другие нюансы, которые могут стать основанием для утверждения льготной пенсии. Эти послабления позволяют на 50 % сократить расчет стажа. Даже проработав 75 месяцев на должности сварщика, для мужчин каждые 2,5 года будет добавлять еще один год дополнительно в стаж. Таким образом, специалист гораздо раньше своих сверстников сможет заявить свое право на выход на пенсию.
Женщине достаточно проработать без перерыва 5 лет, чтобы каждые 2 года ей еще дополнительно добавлялся один год.
Пенсия сварщика по новому закону
Согласно горячей сетке для сварщиков, люди, работавшие по этой специальности более 1/2 общего страхового для расчета пособия, претендуют на получение выплат раньше на один год. У мужчин этот расчет происходит за 2,5 года работы, у женщин – за 2.
Важным дополнением является факт, что, несмотря на общее повышение пенсионного возраста, льготные условия для граждан этой профессии остаются без изменений, когда сварщики выходят на пенсию, для расчета действуют: накопленные баллы, время работы 25 лет и 12,5 лет работы по специальности для мужчин, 20 и 10 на должности – у женщин.
Льготы при начислении пенсии
Так как профессия сварщика, согласно российскому законодательству относится к числу льготных, законом предусмотрено два варианта начисления пенсионного пособия.
Большое внимание следует уделить тому, как записана специализация в трудовой книжке. Иногда работники не интересуются этим фактом, а неквалифицированные кадровые инспекторы неправильно делают запись в документе. Впоследствии это может сильно повлиять не только на срок выхода на пенсию, но и в целом на размер пособия, другие льготы.
До 2002 года запись электросварщик и газосварщик относили к разным категориям. Но с 2002 года Министерство труда, после рассмотрения особенностей труда и анализа классификации категории вредности производства, приравняло эти две специальности к одной при начислении пособия.
Многие граждане, которым в ближайшее время предстоит подача документов для выхода на пенсию, задаются вопросом, внесла ли какие-то изменения в общий порядок начисления стажа пенсионная реформа в 2021 года. Однако, изменений относится данной профессии не предусмотрено.
Поэтому требования для расчета остаются прежними. Учитывается общий стаж, вредность производства и отметка о льготной категории в трудовой книжке.
Порядок оформления пенсии по вредности
Для оформления ухода сварщика на пенсию документы у гражданина обязаны принять в ближайшем к фактическому месту проживания отделении ПФР. Этот вопрос часто возникает в связи с несоответствием прописки с текущим местонахождением человека.
Сотрудник фонда окажет содействие в следующих вопросах:
- наличие и корректность документов;
- рекомендации по дополнительным справкам;
- укажет на существующие ошибки в заполнении форм.
Подтвердить стаж трудовой деятельности можно посредством обращения в архив. Прошлые и текущие работодатели гражданина могут удостоверить периоды работы в их организации.
Необходимые документы
Для начала оформления ежемесячного пособия электрогазосварщику необходимо иметь в наличии документы:
- общегражданский паспорт;
- подтверждение пенсионного страхования;
- подтверждение трудового стажа;
Необходимость уточнения или дополнения определит специалист фонда, но справки, удостоверяющие стаж и зарплату, должны быть обязательно. Образец справки на льготную пенсию сварщика.
Сроки подачи
Выплаты назначаются со дня предоставления комплекта документов. Отсутствие экземпляра из необходимого перечня у гражданина влечет повторную подачу сведений.
Сотрудники ПФР рекомендуют подать заявление заблаговременно, за 2-3 месяца до наступления срока выхода на заслуженный отдых. Соответственно, определение необходимых документов и их наличия должно начаться еще раньше.
В ПФР с 2002 есть все сведения об официальном трудоустройстве гражданина.
Период рассмотрения
В настоящее время определен порядок самостоятельной подачи необходимых документов для назначения пособия. Гражданину нужно учитывать, что могут потребоваться дополнительные подтверждения стажа и заверения некоторых документов.
Если у специалиста не возникнет вопросов к пакету сведений, человек может рассчитывать на рассмотрение и выплаты без задержек.
Правила оформления льготной пенсии
Для того чтобы заявить о своем праве выхода на пенсию, необходимо подготовить следующие документы в Пенсионный фонд РФ:
- паспорт;
- трудовую книжку;
- СНИЛС;
- справка из бухгалтерии о начислении зарплаты за 5 лет;
- отличительные знаки (при наличии таковых).
Работники социальной службы при расчёте пенсии могут потребовать и другие документы, которые подтвердят льготную категорию. Таким документами могут стать справки медицинского освидетельствования о назначении группы инвалидности, другие справки.
Оформление пенсии
Оформлением документов должен заниматься субъект самостоятельно. Исключением является факт признания недееспособности.
Если все условия соблюдены для льготного начисления пособия и документы в порядке, то государственный орган назначит пенсию со дня подачи документов. При этом пенсия не может быть назначена ранее, чем это предусмотрено законом.
Бывают случаи, когда при оформлении документов, сотрудники государственного органа не принимают те или иные справки или настаивают на том, что запись в трудовой книжке произведена неправильно.
В таком случае, субъекту необходимо обратиться к работодателю и попросить предоставить письменное подтверждение записи, сделанной в трудовой книжке.
Трудовая книжка
В этом документе должна быть отражена следующая информация:
- условия труда, в которых работал субъект;
- наименование и класс оборудования;
- аттестационный лист;
- данные лицевого счета на зп;
- Приказ о назначении на должность;
- класс вредности производства.
Работодатель не имеет права отказать в оформлении такого документа, поэтому даже при возникновении спорных вопросов в ПФ, их можно решить.
Основанием для присуждения льготной пенсии для государственного органа является факт отчисления работодателям в ПФ повышенного страхового взноса. Если такие данные не подтвердятся, то рассчитывать на льготы будет сложно.
Документы на проверку и оформление можно направить в государственный орган тремя способами:
- Через официальный сайт ПФ РФ онлайн.
- Почтовым переводом (лучше заказной вариант).
- Принести лично.
Также можно выписать Доверенность на другое лицо, которое будет вести все дела и выступать от лица субъекта.
Также в заявлении сразу можно указать способ получения пособи: банковским переводом, на отделении почты или лично через почтальона.
Газоэлектросварщик идёт на пенсию по 2 списку?
Владимир!
Разрешая споры о включении в специальный стаж, дающий право на досрочное назначение трудовой пенсии по старости периодов работы по профессии «газоэлектросварщик», необходимо иметь в виду, что занятость на этих работах дает право на досрочное назначение трудовой пенсии по старости согласно подпункту 2 пункта 1 статьи 27 Федерального закона «О трудовых пенсиях в Российской Федерации» мужчинам по достижении возраста 55 лет и женщинам по достижении возраста 50 лет, если они проработали на работах с тяжелыми условиями труда соответственно не менее 12 лет 6 месяцев и 10 лет и имеют страховой стаж соответственно не менее 25 и 20 лет.
Согласно Списку N 2 производств, профессий, должностей и показателей с вредными и тяжелыми условиями труда, занятость в которых дает право на пенсию по возрасту (по старости) на льготных условиях, утвержденному Постановлением Кабинета Министров СССР от 26 января 1991 года N 10, действие которого пролонгировано Постановлением Правительства РФ от 18 июля 2002 года N 537, право на льготное пенсионное обеспечение имеют «электрогазосварщики», занятые на резке и ручной сварке (раздел XXXIII. Общие профессии).
Обращаем внимание, что согласно информационному письму Минтруда РФ N 3073-17, Пенсионного фонда РФ N 06-27/7017 от 02.08.2000 г. «электрогазосварщик» и «газоэлектросварщик» — это разные наименования одной профессии.
Основная причина, по которой пенсионные органы отказывают в зачете в специальный стаж определенных периодов работы по профессии «газоэлектросварщик», — это отсутствие документов, не сохранившихся в процессе реорганизации (ликвидации) предприятий, подтверждающих постоянную занятость лиц, претендующих на досрочную трудовую пенсию, в течение полного рабочего дня на работах по указанной профессии.
Поскольку в соответствии с требованиями пункта 4 Правил исчисления периодов работы, дающей право на досрочное назначение трудовой пенсии по старости в соответствии со статьями 27 и 28 Федерального закона «О трудовых пенсиях в Российской Федерации», утвержденных Постановлением Правительства РФ от 11 июля 2002 года N 516, в стаж работы, дающей право на досрочное назначение трудовой пенсии по старости, засчитываются периоды работы, выполняемой постоянно в течение полного рабочего дня, если иное не предусмотрено настоящими Правилами или иными нормативными правовыми актами, при условии уплаты за эти периоды страховых взносов в Пенсионный фонд Российской Федерации, судам при исчислении стажа работы по профессии «газоэлектросварщик» необходимо проверять факт выполнения истцом данной работы постоянно в течение полного рабочего дня.
Информационное письмо Минтруда РФ и ПФР
от 2 августа 2000 г. N 3073-17/06-27/7017
В Минтруд России и Пенсионный фонд Российской Федерации от территориальных органов пенсионной службы и различных организаций поступают запросы о праве на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) рабочих, которые по трудовым документам значатся газоэлектросварщиками.
По действующему законодательству правом на пенсию в связи с особыми условиями труда по разделу XXXIII Списка N 2 пользуются электрогазосварщики, которые в соответствии с ЕТКС (выпуск 2) выполняют работы по дуговой и газовой сварке (резке) металла и металлических изделий.
Как показывает практика, на многих предприятиях рабочие, выполняющие указанные работы, по трудовым документам ошибочно значатся газоэлектросварщиками. Неточная запись в трудовых книжках вызывает у органов пенсионной службы определенные трудности при решении вопросов о льготном пенсионном обеспечении этих рабочих.
«Электрогазосварщик» и «Газоэлектросварщик» — это разные наименования одной профессии, поэтому рабочие, которые по трудовым документам значатся газоэлектросварщиками, могут пользоваться правом на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) как электрогазосварщики, т. е. при документальном подтверждении их занятости в течение полного рабочего дня на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Вам помог ответ?Да Нет
Условия выхода на пенсию
Специальность сварщика – опасная и сложная. Именно поэтому работодатель оплачивает повышенный страховой взнос в ПФ, а государство выделяют профессию в отдельную льготную категорию.
Чтобы быстро и без лишних проблем оформить все документы, и своевременно получить причитающееся пенсионное пособие, необходимо удостовериться, что выполнены все условия для этого:
- официальное трудоустройство;
- правильное оформление трудовой книжки;
- указание класса вредности;
- наличие аттестации у предприятия.
Сколько должен составлять льготный стаж сварщика для выхода на пенсию раньше срока
- наличие необходимого стажа и его документальное подтверждение при помощи трудовой книжки или справки из архива.
- Соответствие кода профессии человека с кодом, который указан в льготном Перечне. Важное значение имеет и грамотное написание названия.
- Правильность заполнения трудового договора, книжки, учетных документов.
- Наличие специальной оценки от работодателя, которая подтверждала бы вредность условий.
- Наличие официального места работы.
- в Фонд перечень своих сотрудников поименно, которые трудятся во вредных условиях и доказательство их соответствия Федеральному Списку.
- Бумаги, чтобы сформировать наблюдательное дело.
- Регулярные взносы в Пенсионный Фонд.
- Проверку на производстве, чтобы выявить, кто трудится в опасных для жизни условиях.
Рекомендуем прочесть: Какие Документы Нужны Для Сделки Купли Продажи Земельного Участка
Как проверить свое право на льготную пенсию?
Этот вопрос крайне актуален для всех, кто планирует в ближайшее время выход на пенсию или хочет заранее рассчитать, достигнут ли стаж «вредной» трудовой деятельности.
На самом деле, еще до официального выхода на пенсию можно узнать все эти данные.
ПФ может потребовать и другие документы из ОК
Для этого необходимо:
- обратиться в кадровую службу на предприятии и попросить проверить запись в трудовой книжке;
- проверить, стоит ли отметка о классификации, особых условиях труда;
- узнать, подает ли работодатель в ПФ сведения о субъекте, как о льготнике. Основанием для этого должны быть особые повышенные отчисления;
- узнать о наличии аттестации у работодателя. Должна быть проведена специальная оценка условий труда и подписан Акт проверки. Если общая аттестация не проводилась, то должны быть аттестованы рабочие места.
Что нужно для досрочного выхода на пенсию и кто из сварщиков может воспользоваться этим правом
Существует несколько обязательных условий, которые необходимо выполнить для того, чтобы выйти на пенсию раньше установленного срока:
- Сварщик должен иметь официальное трудоустройство. Это условие обязательно как для тех, кто оформляет обычную пенсию, так и льготную
- Профессия сварщика относится к Списку 2. Поэтому запись в трудовой книжке должна содержать название специальности, идентичное названию в Списке
- Вредное воздействие или опасность работы должны быть подтверждены официально. Это значит, что на предприятии обязательно должна быть проведена спецоценка условий труда
- Как известно, если по результатам спецоценки выявлены негативные факторы или условия, то компания должна отчислять страховые взносы по дополнительному тарифу
| ВАЖНО! Рассчитывать на льготный выход на пенсию могут только газоэлектросварщики, то есть те, кто не использует в работе инертные газы |
Исходя из этого условия, можно сделать вывод, что к профессиям, представители которых могут претендовать на досрочный уход на пенсию, относятся:
- Все, кто занимается газосваркой и газорезкой
- Те, кто производит сварочные работы вручную
- Те, кто использует в работе специальное оборудование
Справка уточняющая льготный характер работы электрогазосварщик \ Акты, образцы, формы, договоры \ КонсультантПлюс
- Главная
- Правовые ресурсы
- Подборки материалов
- Справка уточняющая льготный характер работы электрогазосварщик
Подборка наиболее важных документов по запросу Справка уточняющая льготный характер работы электрогазосварщик (нормативно–правовые акты, формы, статьи, консультации экспертов и многое другое).
- Пенсии:
- 42 года
- 60 лет пенсия
- Алименты с пенсии
- Алименты с пенсий
- Базовая часть пенсии
- Ещё…
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Определение Восьмого кассационного суда общей юрисдикции от 17.06.2021 N 88-9203/2021
Категория спора: Пенсионное обеспечение.
Требования заявителя: 1) О признании права на назначение пенсии; 2) О включении периода работы в трудовой стаж.
Обстоятельства: Истец указал, что ему досрочно назначена страховая пенсия по старости.
Решение: 1) Отказано; 2) Отказано.При рассмотрении дела суды первой и апелляционной инстанций дали оценку представленным доказательствам в их совокупности, правильно применив к спорным отношениям нормы действующего законодательства, исходили из того, что в нарушение требований статьи 56 Гражданского процессуального кодекса Российской Федерации истцом не представлено документальное подтверждение работы истца в должности электрогазосварщика на льготных условиях, поскольку трудовая книжка истца не содержит сведений о характере и особых условиях выполняемой им работы в спорные периоды, справки, уточняющие льготный характер работы по Списку N 2 от 26 января 1991 года N 10 в должности элекрогазосварщика, занятого на резке и ручной сварке, не подтверждают занятость постоянно в течение полного рабочего дня, в выписке из индивидуального лицевого счета индивидуальные сведения представлены без кода особых условий, при этом истец зарегистрирован в системе обязательного пенсионного страхования с 1998 года.
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Определение Седьмого кассационного суда общей юрисдикции от 22.02.2022 по делу N 88-3224/2022, 2-2126/2021
Категория спора: Пенсионное обеспечение.
Требования заявителя: 1) О возложении обязанности назначить пенсию; 2) О включении периода работы в трудовой стаж.
Обстоятельства: Истцу отказано в досрочном назначении пенсии в связи с отсутствием специального стажа.
Решение: 1) Отказано; 2) Отказано.Разрешая возникший спор и отказывая в удовлетворении исковых требований в части включения в специальный стаж периода работы истца электрогазосварщиком ООО “Тополь” с 28 мая 1998 г. по 26 февраля 1999 г., суд первой инстанции исходил из отсутствия доказательств, подтверждающих занятость истца в спорный период в течение полного рабочего дня на выполнении определенного вида работ, исходных документов, на основании которых выдана справка от 2 февраля 2020 г. не представлено. Справка, уточняющая льготный характер работы, дающей право на досрочное назначении пенсии от 2 февраля 2020 г. ООО “Тополь” не принята судом в качестве доказательства, поскольку содержит ИНН другого юридического лица ООО “Тополь-2” и выдана после ликвидации организации.
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Вопрос: В какой срок должна быть выдана справка, уточняющая льготный характер работы, действующему работнику организации для представления в Пенсионный фонд? Работник отдела кадров, ссылаясь на Росархив, говорит, что в течение 30 дней. Прав ли он?
(“Сайт “Онлайнинспекция.РФ”, 2019)”Сайт “Онлайнинспекция.РФ”, 2019
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Статья: Допустимость средств доказывания по делам о праве граждан на трудовую пенсию по старости
(Казанбекова Д. Р.)
(“Lex russica”, 2013, N 9)Гражданин М. обратился в суд с иском, указывая, что 22 апреля 2002 г. им было подано заявление о назначении пенсии по старости по достижении возраста 55 лет, так как считает, что он имеет необходимый стаж работы с вредными и тяжелыми условиями труда. Однако в назначении пенсии ему было отказано в связи с тем, что Управление ПФР не включило в стаж работы с вредными и тяжелыми условиями труда период работы в Нерчинском смешторге с 1 декабря 1984 г. по 11 февраля 1992 г. газоэлектросварщиком. Отказ мотивирован тем, что в трудовой книжке запись о выполняемой работе произведена неточно, а уточняющую справку о характере работы он представить не может в связи с реорганизацией предприятия. Правопреемник Смешторга – Комитет по Управлению имуществом Нерчинского района необходимыми документами не располагает.
7 шагов специалиста по охране труда, чтобы допустить сварщика к самостоятельной работе
Главное
У сварщика должна быть квалификация, он должен подходить по медицинским показаниям
-
Перед тем, как приступить к работе, сварщик должен пройти обучение по охране труда
-
Сварщик должен выполнять работу с использованием средств индивидуальной защиты
-
Если сварщик будет работать на опасном производственном объекте, он должен пройти аттестацию НАКС
По статистике, несчастные случаи на производстве чаще всего происходят с неопытными работниками. Задача специалиста по охране труда — проявить повышенное внимание к допуску нового сотрудника к самостоятельной работе, особенно когда выполнение задания связано с высоким профессиональным риском. В статье расскажем, что вам нельзя упустить, когда в организацию принимают сварщика. Для удобства воспользуйтесь программой обучения и экзаменационными билетами для сварщика.
Шаг 1. Проверьте квалификацию кандидата
Работа сварщика связана с вредными производственными факторами, поэтому проверьте, чтобы у работника была дополнительная квалификация. Кандидат на должность сварщика должен получить профессиональное образование в обучающей организации (приказ Минобрнауки от 02.07.2013 № 513 «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение». Свидетельство или диплом о получении квалификации сварщика выдают бессрочно. В процессе работы сварщик может повысить квалификационный разряд в аттестационной комиссии своего работодателя либо в учебном центре по направлению организации.
Шаг 2. Организуйте отбор по медицинским показаниям
Чтобы убедиться в том, что будущий работник не имеет медицинских противопоказаний к труду сварщика, его нужно направить на медосмотр. Задача специалиста по охране труда — предоставить в службу персонала список контингентов должностей и профессий, которые подлежат предварительному и периодическому медосмотру, и список должностей и профессий, которые подлежат обязательному психиатрическому освидетельствованию.
На основе этих данных служба персонала оформляет направление и отправляет на психиатрическое освидетельствование. По его результатам соискателя направляют на предварительное медицинское обследование по приказу Минздравсоцразвития от 12.04.2011 № 302н. Такая очередность установлена в приказе Федерального медико-биологического агентства от 07.09.2015 № 170.
Соискатель обязан после того, как получит заключения врачебной комиссии, предоставить их в службу персонала. Независимо от результатов этих двух обследований, потенциальный работодатель должен оплатить работу врачебных комиссий. Этого требует статья 213 ТК. В том случае, если работник успешно прошел предварительные обследования, служба персонала может заключить трудовой договор.
Шаг 3. Проведите вводный инструктаж
В день фактического приема на работу, после заключения трудового договора, проведите с работником вводный инструктаж по охране труда.
Вводный инструктаж проводит специалист по охране труда, но по приказу руководителя можно возложить обязанности по проведению инструктажей на любого работника, независимо от того, есть ли в организации специалист по охране труда (письмо Минтруда от 09.08.2016 № 15–2/ООГ-2884). Работники, которые проводят инструктажи, в обязательном порядке проходят обучение и проверку знаний по охране труда в специализированной обучающей организации (п. 2.3.2 Порядка обучения по охране труда и проверки знаний требований охраны труда работников организации, утв. постановлением Минтруда от 13.01.2003 № 1/29, далее — Порядок № 1/29).
Шаг 4. Проследите, чтобы работнику выдали средства индивидуальной защиты
После вводного инструктажа проконтролируйте, чтобы работнику выдали комплект спецодежды и спецобуви по типовым отраслевым нормам. Если в отраслевых типовых нормах нет профессии сварщика, работодатель выдает работникам СИЗ, предусмотренные типовыми нормами для работников сквозных профессий и должностей всех отраслей экономики (п. 14 Межотраслевых правил обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты, утв. приказом Минздравсоцразвития от 01.06.2009 № 290н).
На рабочее место новый работник приходит с комплектом СИЗ. Во время первичного инструктажа на рабочем месте непосредственный руководитель должен рассказать правила применения СИЗ, показать принципы безопасной работы с ними. Также руководитель объясняет работнику, как в организации проводят мероприятия по уходу за СИЗ. Ваша задача — проверить, чтобы в программу инструктажа на рабочем месте обязательно включили вопросы по применению СИЗ и средств коллективной защиты. Сделать это нужно при согласовании программ и инструкций по охране труда.
Шаг 5. Проконтролируйте своевременное обучение сварщика
Проводить инструктажи и руководить стажировкой может только тот работник, который прошел обучение в учебном центре (п. 2.3.2 Порядка № 1/29). Во время первичного инструктажа на рабочем месте работнику рассказывают и наглядно показывают безопасные способы и приемы работ. Инструктаж проводят по программе, а результаты оформляют в журнале и при необходимости в личной карточке проведения инструктажей.
После первичного инструктажа на рабочем месте для сварщика его непосредственный руководитель или опытный квалифицированный сотрудник проводит стажировку. На стажировке работник выполняет определенные фиксированные задания, а руководитель контролирует и корректирует его действия.
Обучение по охране труда проводят по программе, составленной для профессии сварщика. При согласовании программы проверьте, чтобы она основывалась на актуальных правилах, регламентах и эксплуатационной документации на оборудование, которое будет использовать работник. В программе обязательно должна быть детальная информация по оказанию первой помощи.
После обучения со стажировкой сварщик проходит проверку знаний в комиссии работодателя. Периодическую проверку знаний проводят не реже одного раза в 12 месяцев (п. 8 Правил по охране труда при выполнении электрогазосварочных и газосварочных работ, утв. приказом Минтруда от 23.12.2014 № 1101н, далее — Правила). При проверке знаний по оказанию первой помощи сварщик должен показать комиссии знания по применению средств из аптечки и методы спасения при неотложных состояниях.
Проконтролируйте, чтобы при приеме на работу со сварщиком провели вводный противопожарный инструктаж (п. 11 Норм пожарной безопасности «Обучение мерам пожарной безопасности работников организаций», утв. приказом МЧС от 12.12.2007 № 645, далее — Нормы пожарной безопасности). Первичный противопожарный инструктаж проводят непосредственно на рабочем месте (п. 16 Норм пожарной безопасности). Повторный противопожарный инструктаж проводят не реже одного раза в год, а с работниками пожароопасного производства не реже одного раза в полугодие (п. 22 Норм пожарной безопасности). Также работники, которые выполняют газосварочные и другие огневые работы, проходят обучение пожарно-техническому минимуму с отрывом от производства в учебно-методическом центре (пп. 36, 37 Норм пожарной безопасности). По окончании обучения работнику выдают удостоверение и талон предупреждений. Периодичность обучения — ежегодная для взрывопожароопасных производств и один раз в три года для остальных.
Электросварщик должен иметь не ниже III группы по электробезопасности, так как основная составляющая технологического процесса — электрическая энергия. Сварщики, которые работают в электроустановках, относятся к оперативно-ремонтному или ремонтному персоналу. Список профессий электротехнического и электротехнологического персонала составляет ответственный за электрохозяйство. Проконтролируйте, чтобы сварщик прошел дублирование после проверки знаний требований охраны труда (п. 1.4.5.2 Правил технической эксплуатации электроустановок потребителей, утв. приказом Минэнерго от 13.01.2003 № 6). Для ремонтного персонала дублирование проводить не нужно. После дублирования издают приказ о допуске сварщика к самостоятельной работе.
Шаг 6. Ознакомьте сварщика с гарантиями и компенсациями на его рабочем месте
При приеме на работу в трудовом договоре указывают класс условий труда. Проконтролируйте, чтобы работник ознакомился с картой СОУТ на своем рабочем месте. В карте СОУТ и в трудовом договоре должны быть указаны все гарантии и компенсации на рабочем месте сварщика.
Если ввели новое рабочее место, на котором еще не провели СОУТ, проведите ее в течение 12 месяцев после начала штатного производственного процесса.
Профессия «Электрогазосварщик» есть в Списке № 2 на досрочную пенсию (постановление Кабинета министров СССР от 26.01.1991 № 10). Поэтому, если ваш работник работает как на электро-, так и на газосварке, то его должность должна называться именно так, как это указано в Списке на льготную пенсию.
Еще одна ваша задача — следить за санитарно-бытовым обслуживанием и контролировать, как выдают смывающие и обезвреживающие средства, молоко или лечебно-профилактическое питание.
Шаг 7. Проконтролируйте, насколько безопасно организован труд сварщика
Проследите, чтобы сварочный пост оборудовали средствами первичного пожаротушения, аптечкой первой помощи, инструкцией по оказанию первой помощи и инструкцией о мерах пожарной безопасности при выполнении сварочных работ.
В организации разрабатывают и утверждают перечень работ, которые сварщик выполняет по наряду-допуску. Ваша задача — согласовать этот перечень и при необходимости его дополнить. Учтите, что все работы в замкнутом пространстве, на высоте, во взрыво- и пожароопасных помещениях и сооружениях, при ремонте объектов теплоэнергетики, в действующих электроустановках проводят только по наряду-допуску. Работу повышенной опасности на территории заказчика проводят после вводного инструктажа от заказчика и целевого инструктажа от руководителя работ по наряду-допуску.
Перед тем как допустить сварщика к работе на высоте, направьте его на медицинский осмотр согласно пункту 1 приложения 2 приказа Минздравсоцразвития от 12.04.2011 № 302н. Если работник подходит по медицинским показаниям, то он проходит обучение при работе на высоте. В противном случае отстраните сварщика от выполнения работ на высоте.
Проводите плановый и внеплановый контроль соблюдения требований охраны труда к комплектации сварочных постов, местам хранения газовых баллонов, допуску сварщиков к работе, а также по испытаниям оборудования на исправность. Помните, что сварщикам запрещено проводить электросварочные и газосварочные работы с приставных лестниц и стремянок. Также одновременно нельзя проводить электросварочные и газосварочные работы внутри емкостей. Оборудование для газосварочных работ должно быть закреплено за работником (п. 60 Правил). Исправность сварочного оборудования не реже одного раза в полгода должен проверять специалист, которого назначили ответственным. Обо всех нарушениях сообщайте руководителю работника с помощью предписания.
До тех пор, пока нарушения не исправят, вы имеете право ходатайствовать перед своим непосредственным руководителем об остановке проведения работ, которые выполняются с риском для работников. В служебных записках должна быть отметка о том, что адресат их получил. Передавайте записки через секретариат или вручайте лично. Как правило, после первого предписания нарушения исправляют. Если этого не произойдет, поставьте в известность руководителя организации.
Какой газ лучше всего подходит для сварки МИГ — выбор подходящего газа для правильной работы
При сварке МИГ используется ручной пистолет, который содержит проволочный электрод с катушкой, а также газовое сопло, которое подает струю газа к сварному шву сайт. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты.
Загрязнение может привести к некачественному сварному шву на заготовке, поэтому выбор правильного газа абсолютно необходим для достижения наилучших результатов. Но какой газ лучше всего подходит для сварки MIG? К сожалению, ответ не так прост.
Для достижения наилучших результатов для различных металлов требуются различные типы газов, хотя в большинстве случаев смесь аргона и CO2 в соотношении 75/25 позволит вам получить хорошие результаты для большинства металлов. Но давайте сейчас рассмотрим некоторые из ваших вариантов и обсудим, как выбрать правильный сварочный газ MIG для вашей работы.
Аргон и гелий (инертные/благородные газы)
Инертные газы, такие как инертные газы, устойчивы к химическим реакциям, что означает меньшее разбрызгивание при сварке по сравнению с полуинертными газами, такими как двуокись углерода. Существует шесть благородных газов, но для сварки MIG обычно используются только аргон и гелий. Чистые смеси аргона/гелия обычно используются только для цветных металлов, таких как медь и алюминий.
Оба газа подходят для сварки MIG, но чаще используется аргон. Эти два газа можно смешивать вместе, чтобы воспользоваться их полезными свойствами, в зависимости от сварного шва.
Аргон, например, обычно обеспечивает стабильную дугу, но более широкий и неглубокий провар. Гелий, с другой стороны, дороже, но горит горячее для более глубокого сварного шва. Смешивание этих газов помогает сбалансировать эти характеристики и обеспечить равномерный сварной шов.
Обратите внимание, что оба этих газа дороже других, таких как углекислый газ, поэтому их часто смешивают с углекислым газом, чтобы сэкономить деньги, но при этом они обеспечивают отличные результаты сварки.
Углекислый газ может составлять до 10-25% объема газа, в зависимости от ситуации. Смесь аргона и CO2 в соотношении 75/25 обычно считается лучшим вариантом для сварки MIG, так что это наша главная рекомендация Vern Lewis Welding Supply.
Иногда также используется «три смеси» гелия, аргона и CO2. Эта смесь газов идеально подходит для сварки нержавеющей стали, так как обеспечивает устойчивый, прочный и глубокий шов.
Двуокись углерода
Двуокись углерода является «полуинертным» газом, который относительно устойчив к химическим изменениям, но в меньшей степени, чем инертные газы, такие как аргон и гелий.
Он часто используется при сварке MIG, часто сам по себе (100% CO2) или в виде небольшого процента газовой смеси гелия или аргона. Смесь 75/25 MIG Argon и CO2 является наиболее популярным газом для сварки MIG, составляя более 90% газа, который мы продаем в Vern Lewis Welding Supply.
CO2 намного дешевле, чем инертный газ, и позволяет связующему проникать очень глубоко в металл при сварке. Однако у него гораздо более жесткая дуга, которую сложнее контролировать, а его полуинертный характер приводит к большему разбрызгиванию сварного шва, поэтому сварной шов требует большей очистки по сравнению с инертным газом.
Углекислый газ особенно полезен при работе с черными металлами, такими как мягкая сталь. Для этой цели иногда используется 100% CO2, но это более «старая школа» подхода, используемого для специальной проволоки — для общих целей сварки MIG используется 72/25 аргон/CO2 или три смеси CO2, аргона и гелия. гораздо чаще.
Какой газ лучше всего подходит для сварки MIG различных металлов?
Если вам нужен универсальный вариант, лучшим выбором будет защитный газ для сварки MIG со смесью 75/25 аргона и CO2. Vern Lewis Welding Supply предлагает высококачественную смесь 75/25 аргона и CO2, которая является идеальным и экономичным вариантом, который можно использовать для сварки большинства металлов, включая мягкую сталь и цветные металлы. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе лучшего газа для сварки MIG, свяжитесь с нами сегодня.
Похожие сообщения
Пайка: общие области применения, преимущества и недостатки
Пайка металлов – это процесс, которому уже три столетия. Его происхождение восходит к Древнему Египту. Археологи нашли небольшие золотые шкатулки и ювелирные изделия сложной формы, изготовленные методом пайки, датируемые 2975 годом до нашей эры. Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Подробнее Пайка: общие области применения, преимущества и недостаткиПродолжить
Как выбрать сварочную ремонтную компанию
Когда приходит время ремонтировать сварочное оборудование, крайне важно найти ремонтную компанию, которой можно доверять. Все мы знаем, что сварочное оборудование — это инвестиция, и к ней следует относиться соответствующим образом. Точно так же, как если бы вы искали компанию с высоким рейтингом, чтобы починить вашу машину или кондиционер, когда он вышел из строя (надеюсь…
Подробнее Как выбрать ремонтную компанию по сваркеПродолжить
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Какие бывают виды сварки?
Те, кто не знаком со сваркой, могут подумать, что существует всего лишь один метод завершения любого сварочного проекта, но ветераны отрасли знают, что это предположение глубоко ошибочно. На самом деле существует множество различных сварочных процессов, каждый из которых имеет свои уникальные этапы и области применения. Чтобы пролить свет на многие сварочные процессы, мы…
Подробнее Какие бывают виды сварки?Продолжить
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или сварка угольной дугой) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева…
Читать далее Плюсы и минусы строжки угольной дугойПродолжить
Является ли сварщик хорошим выбором карьеры?
В последние годы было много дискуссий о том, что значит иметь «хорошую работу». Это сколько денег вы можете сделать? Это возможность? Это то, как общество, ваша семья или коллеги относятся к вашей работе? Наверное, всего понемногу. Последние поколения кажутся…
Читать далее Является ли сварщик хорошим выбором карьеры? Продолжить
Как правильно выбрать сварочный аппарат для ваших нужд (MIG, Stick и TIG)
Если вы новичок в сварке, широкий ассортимент продукции на рынке поначалу может показаться ошеломляющим.
Подобно Ford, Toyota и Mercedes Benz в автомобильной промышленности существует несколько крупных производителей сварочных аппаратов. Крупнейшие компании — это Lincoln, Miller, Hobart (сейчас принадлежит Миллеру) и ESAB.
Так же, как и автопроизводители, выпускающие седаны, пикапы, спортивные купе и внедорожники, существует несколько «моделей» сварочных аппаратов, каждая из которых служит разным целям и предназначена для определенных пользователей.
Выбрать то, что вам нужно, не составит труда. Приведенная ниже информация может помочь вам в этом процессе.
Типы сварочных аппаратов
Наиболее часто используемые сварочные аппараты:
- металл в среде инертного газа (MIG)
- вольфрам в среде инертного газа (TIG)
- дуговая сварка в среде защитного металла («SMAW» или Stick)
- окси-ацетилен сварочные аппараты («газовые» или «кислородные»)
Существуют также универсальные, более дорогие многофункциональные аппараты, которые могут выполнять сварку более чем одним сварочным процессом. Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
В этом введении мы сосредоточимся на основных сварочных аппаратах MIG, TIG и аппаратах для сварки электродом. Если вы не знакомы с различными процессами сварки, ознакомьтесь с основным руководством по процессам сварки, прежде чем продолжить.
Понимание основных процессов важно для новичка или начинающего сварщика. Ваши перспективы трудоустройства резко увеличатся, если вы поймете особенности и преимущества, связанные с различными типами сварщиков.
Например, знание того, какая модель лучше всего подходит для конкретного задания и какая присадочная проволока, проволока или стержневой электрод лучше всего соответствуют требованиям кодекса, дает вам право на работу в качестве супервайзера, помощника проекта, техника по сварке или закупщика в вашей компании.
Эта статья начинается с основ выбора машины. После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
Шаг 1: Определите тип металла, который вы будете сваривать
Углеродистая сталь
Большинство сварных швов выполняется с использованием труб из углеродистой стали или листового металла. Углеродистая сталь (или обычная сталь) может выдерживать большое количество тепла. Таким образом, в отличие от других металлов, перечисленных ниже, этот металл очень прощает, когда начинающий сварщик прикладывает слишком много тепла.
В большинстве процессов сварки используется углеродистая сталь. Кроме того, вам не нужно много функций на машине, чтобы получить красивый сварной шов.
Нержавеющая сталь
Нержавеющая сталь («SS») более требовательна к теплу. Этот сплав, состоящий из стали, хрома и никеля, используется производителями для изготовления сосудов для пищевых продуктов, напитков и многих других изделий, в основном из-за его антикоррозионных свойств.
Рабочие обычно сваривают нержавеющую сталь, используя машины MIG или TIG. Сварные швы из нержавеющей стали требуют меньшего тока, чем углеродистая сталь, из-за более низкой теплопроводности металла. Кроме того, повышенная сложность большинства сварных швов из нержавеющей стали требует наличия сварщика с приличным контролем, чтобы получить правильную дугу и/или сварочную ванну.
Вы также можете найти стержневые электроды из нержавеющей стали. Это позволяет использовать сварочный аппарат для выполнения работы. Но имейте в виду, что основной металл должен быть достаточно толстым, чтобы выдерживать высокую температуру электродной сварки, и вы часто получаете больше брызг по сравнению со сваркой MIG или TIG.
Связанный : Почему сварка нержавеющей стали трудна
Алюминий
Для сварщиков алюминий пришел с другой планеты.
Являясь цветным металлом, алюминий так хорошо проводит тепло, что вам постоянно требуется больше его, чтобы поддерживать расплавленную ванну. В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
Вы можете использовать сварочные аппараты MIG (особенно с функцией импульсной сварки) для алюминия. Тем не менее, многие механизмы подачи проволоки не могут подавать алюминиевую присадочную проволоку. Поэтому необходимо приобрести отдельное дополнение, называемое шпульным пистолетом.
Если вы собираетесь сваривать MIG алюминий, убедитесь, что к вашему сварочному аппарату MIG можно подключить шпульный пистолет. Не все это делают.
Аппарат для сварки TIG, предназначенный для сварки алюминия, должен иметь возможность отключения питания переменного тока («AC-TIG»). Другие полезные функции включают инверторную электронику, технологию прямоугольных импульсов, контроль баланса и импульсный режим. Естественно, эти дополнительные функции повысят стоимость сварочного аппарата TIG.
Хотя это не лучший выбор, аппарат для сварки стержнем также может сваривать алюминий. Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Титан
Титан (используется в нестандартных велосипедах и самолетах), хроммолибден (используется в мотоциклах и автомобилях) и другие экзотические металлы имеют свои особенности термочувствительности, которые должны учитывать сварщики.
Поскольку эти металлы очень дорогие, вы не хотите совершать ошибки при их сварке. Следовательно, им требуется сложная машина для сварки TIG с широкими возможностями управления, а также большим количеством настроек и приспособлений, а также опытный ветеран за управлением.
Шаг 2. Установите диапазон силы тока, охватывающий все возможные толщины металла
Чем толще металл, тем больший ток требуется для сварки соединения с хорошим проплавлением.
Поскольку стоимость сварочного аппарата частично зависит от того, сколько тока он производит, вы должны заранее определить максимальную толщину основных металлов и приспособлений, с которыми вы собираетесь работать в своей мастерской.
Толстая конструкционная сталь и трубы толщиной более полудюйма требуют использования мощного сварочного аппарата MIG или аппарата для сварки электродом. Согласно Miller Electric, вам нужно один ампер мощности на каждую сотую дюйма толщины мягкой стали .
Например, для листа мягкой стали толщиной 1/8 дюйма (0,125 дюйма) требуется приблизительно 125 ампер. Нержавеющей стали требуется примерно на 10% меньше сока, чем углеродистой стали, а алюминию требуется примерно на 25% больше. Текущие настройки также привязаны к диаметру присадочной проволоки/стержней, как описано в другом нашем руководстве по настройке параметров аппарата MIG.
И наоборот, работа с очень тонким металлом требует слабого нагрева (и силы тока) на более чувствительном сварочном аппарате. В этом случае цель состоит в том, чтобы обеспечить достаточное количество тепла для выполнения работы.
Иногда слабый ток вызывает нестабильную дугу, и это настоящий кошмар для сварщика. Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Так что, если вам нужно работать с тонким материалом или алюминием, обратите внимание и на низкие частоты усилителей. Кроме того, многие функции, только что описанные выше для алюминия, применимы и при сварке чрезвычайно тонких заготовок из любого типа металла.
Если вы будете осторожны, вы можете использовать кислородно-ацетиленовый комплект для сварки тонкого железосодержащего материала. Но убедитесь, что горелка может вместить крошечное сварочное сопло размером в три (т. е. 000) размеров.
Шаг 3: Решите, где вы будете проводить сварочные работы
Знание того, где вы будете проводить сварку большую часть времени, определяет, какое оборудование вам следует приобрести.
Есть несколько вещей, о которых стоит подумать:
Блок питания
Если вы подключаете машину к стене (т. е. к электросети), вы можете выбрать следующие варианты:
- 110/120 вольт AC — это стандартная мощность, предоставляемая каждому потребителю коммунальных услуг, жилому и коммерческому. Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
- 220/240 В переменного тока — это мощная 30-амперная цепь, используемая в большинстве сварочных аппаратов. На любом промышленном объекте это будет доступно. Жилая электропроводка – другое дело. Поскольку большинству сварочного оборудования требуется цепь на 30 ампер, вам, возможно, придется нанять лицензированного электрика для подключения цепи от панели управления.
- Однофазное и трехфазное . Большинство электрооборудования рассчитано на нормальную «однофазную» работу, питающуюся от линии напряжения 220-240 В, отходящей от сети. Однако на многих складах и других промышленных объектах доступен «трехфазный» вариант. В этом сценарии к цепи присоединяется третий горячий провод, что обеспечивает большую силу тока для питания больших двигателей. Этот вариант также обеспечивает лучшую энергоэффективность, поэтому компании готовы инвестировать в трехфазные машины, чтобы сэкономить на счетах за электроэнергию. Однако вы не можете использовать трехфазный автомат дома.
Автономный сценарий
Если вы свариваете на открытом воздухе и не имеете доступа к электросети, для выполнения задания вам понадобится сварочный аппарат с приводом от двигателя или сварочный аппарат-генератор. Фермеры и сварщики, работающие в поле, обычно покупают машины этого типа.
В зависимости от модели генераторы работают на бензине, дизельном топливе или жидком пропане (не на всех трех) и подходят для электродуговой сварочной горелки, горелки TIG или устройства подачи проволоки MIG/Flux-core и горелки. Нижняя часть этой ниши продукта начинается примерно с 2000 долларов и используется только для сварки стержнем.
При просмотре документации по продуктам ищите символы CC (постоянный ток) и CV (постоянное напряжение), если вы собираетесь запускать сварочный аппарат от генератора.
Аппараты CV дороже, но являются правильным выбором, если вы подключаете аппарат для сварки MIG/флюсовой проволокой к генератору. Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Осторожно, в Калифорнии разрешается использовать только генераторы, отвечающие стандартам с низким уровнем выбросов углерода, иначе называемые CARB-совместимыми.
Ветреная погода
Если вы планируете сварку в незащищенных местах, где возможен ветерок, это может отрицательно сказаться на сварных швах.
Газ CO2/аргон, используемый в процессе сварки MIG для защиты расплавленной ванны, сдувается ветром и становится неэффективным. Эта проблема приводит к окислению и пористости сварных швов.
В ветреных условиях, когда нельзя использовать защитный газ, вам может потребоваться переключение аппарата MIG в режим сварки с флюсовой проволокой (или использование прямого сварочного аппарата с флюсовой проволокой). Проволока с покрытием обеспечивает все необходимое для качественного сварного шва, включая экранирование, поэтому газ не требуется.
В качестве альтернативы, сварочный аппарат может работать при ветреной среде (но не слишком). Подобно порошковой проволоке в аппарате MIG, стержневой электрод покрыт флюсом, чтобы обеспечить то, что вам нужно.
Оба этих процесса сварки содержат твердые раскислители внутри проволоки или прутка. Они испаряются прямо над ванной во время сварки, оставляя после себя защитный слой шлака.
Шаг 4: Понимание основных характеристик для сравнения
При чтении коммерческой литературы для различных сварщиков трудно понять жаргон и коммерческие предложения.
Но вот несколько ключевых моментов, на которые следует обращать внимание:
Рабочий цикл
Эта спецификация говорит вам, сколько непрерывных сварочных работ может выполнить машина за десять минут.
Традиционно рабочий цикл определяется как количество минут из 10-минутного периода, в течение которых сварщик может выполнять сварку при максимальном токе, предлагаемом аппаратом. После достижения предела машине необходимо дать остыть в течение оставшейся части 10-минутного периода.
Иногда производители указывают рабочий цикл в процентах. Итак, вы должны сделать математику в своей голове. Просто умножьте процент на десять, чтобы получить количество минут сварки за 10-минутный интервал. Если вы превысите рабочий цикл, машина нагревается, и цепи внутри могут перегореть.
Например, очень недорогой аппарат с максимальным током 70 ампер может иметь 10-процентный рабочий цикл. Это означает, что вы можете сваривать 1 минуту из каждых 10 без перегрева или перегорания оборудования.
В общем, вы можете искать рабочие циклы в зависимости от ваших потребностей. Как правило:
- легкие промышленные/любительские 20%
- средние 40-60%
- тяжелые 60-80%
Но в настоящее время производители играют с формулой. Чтобы похвастаться более высоким рабочим циклом, они сообщают процент на основе более низкой настройки силы тока. Таким образом, для машины, которая обеспечивает рабочий цикл 10% при максимуме 140 ампер, вместо этого вы можете увидеть рейтинг 30% при 115 ампер.
Таким образом, при считывании рабочего цикла для различных сварочных аппаратов обратите внимание также на амперы. Рабочий цикл увеличивается по мере снижения силы тока.
С другой стороны, вы можете использовать ту же тактику, чтобы обойти низкий рабочий цикл для машины, которая в остальном соответствует всем вашим потребностям. Просто купите модель с более высоким максимальным током, чем вы предполагаете использовать. Таким образом, вы эффективно увеличиваете рабочий цикл усилителей, которые вам нужны.
Напряжение холостого хода
Это напряжение, исходящее от горелки или пистолета для дуговой сварки, когда ток не течет.
С одной стороны, довольно опасно, когда на верстаке находится схема под напряжением, которая может привести к серьезной травме. (Вот почему OSHA ограничивает OCV для оборудования.)
С другой стороны, OCV влияет на работу электрода горелки при поджигании дуги. Для некоторых видов сварки требуется дополнительный удар, который вы получаете при запуске.
В частности, стержни E6010 и E7018 при электродуговой сварке требуют достаточно высокого OCV. Это позволяет создать более четкую дугу, когда сварщик царапает стержень по металлу, чтобы начать сварку.
Частой проблемой студентов является невозможность зажечь дугу, поэтому низкий OCV на небольшом сварочном аппарате может усугубить ситуацию. Вы должны принять к сведению OCV в спецификациях, если вы новичок, изучающий сварку.
OCV около 80 вольт считается нормальным для сварочного аппарата. В сварочном аппарате MIG оно может упасть примерно до 35, но это не имеет большого значения, поскольку при сварке MIG дуга обычно зажигается без суеты, когда вы нажимаете на курок.
Защита от тепловой перегрузки
Он либо есть в машине, либо нет, и покупать нужно только машину, в которой он есть. Эта функция автоматически отключает выходную мощность вашего резака или пистолета, если внутренняя цепь начинает перегреваться.
Вентилятор или другой охлаждающий механизм будет продолжать работать для рассеивания тепла (при условии, что вы оставите машину включенной).
В некоторых спецификациях эта функция четко указана. Но с другими продуктами вам, возможно, придется проверить руководство по оборудованию или обратиться к торговому представителю.
Шаг 5. Определите, нужно ли вам использовать сжатые газы
Различные газы (CO2, аргон, кислород и т. д.) или смеси газов используются для различных сварочных процессов.
Для сварки MIG тип газа, который вам нужен, зависит от процесса, основного металла, положения сварки и условий окружающей среды. Используемые газы включают аргон, CO2, гелий, кислород и азот или смеси этих газов. Например, обычно используется смесь аргона и CO2.
При кислородной сварке вам просто нужны кислород и горючий газ.
Подробнее о сварочных газах можно прочитать здесь.
В аппарате TIG обычно используется чистый аргон. Но в некоторых специальных приложениях может потребоваться гелий. Защитный газ для сварки TIG может представлять собой специальную смесь газов, предназначенную для конкретных применений, например газы для сварки MIG.
Если вам нужно использовать сжатый газ, вы должны рассмотреть несколько других вещей:
- Если вы покупаете сварочный аппарат, для которого требуется газ, хранящийся в баллоне под давлением, в какой-то момент вам нужно будет транспортировать бак поставщику для заправки. Убедитесь, что в вашем регионе есть поставщик с разумной политикой обмена и заполнения пустых баков.
- Сами баки можно купить или взять в аренду у поставщика. Цилиндры бывают нескольких размеров, поэтому вам придется выяснить, какой размер вам нужен, исходя из того, как часто вы будете его использовать. Как правило, заполнение большого бака стоит ненамного дороже, чем заполнение маленького. Получите самое большое, что вы можете себе позволить, и храните.
- Существует множество вопросов безопасности и требований к хранению, связанных с газом. Убедитесь, что вы понимаете, что происходит, прежде чем покупать сварочное оборудование, в котором оно используется. Если вы думаете о покупке подержанного баллона, убедитесь, что ваш поставщик газа согласится заправить его перед покупкой. Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
- Для большинства сварок MIG с низкоуглеродистой сталью требуется сочетание 75 % аргона и 25 % CO2, хотя некоторые сварщики используют 100 % CO2 с хорошими результатами. Для сварки алюминия методами MIG и TIG обычно требуется чистый аргон. Нержавеющая сталь требует трехкомпонентной смеси 90% гелия, 7,5% аргона и 2,5% СО2. Не волнуйся; вам не нужно смешивать газы самостоятельно. Вы просто покупаете нужную смесь, но вам понадобится отдельный баллон для каждого газа, который вы используете.
- Использование сжатых газов с аппаратом для дуговой сварки увеличивает ваши расходы, но вы экономите деньги на присадочных прутках. Присадочная проволока для сварки MIG дешевле и эффективнее электродов для ручной сварки. (Самозащитная порошковая проволока также не требует защитного газа.)
- И ацетилен, и кислород сейчас дороги. Вот почему кислородно-ацетиленовый процесс обычно используется для газовой резки, а не для сварки.
Теперь найдите своего сварочного аппарата
Мы собрали лучших в каждой категории. Найдите их ниже:
- Сварочные аппараты MIG
- Сварочные аппараты TIG
- Сварочные аппараты Stick
Подведение итогов
Выбор подходящего сварочного аппарата сводится к выбору аппарата, который соответствует вашим потребностям. Пять только что рассмотренных ключевых моментов помогут вам в этом процессе и включают в себя: 9.0003
- Определите тип металла, который вы будете сваривать.
- Определите диапазон толщины, с которым вы собираетесь работать (и необходимые выходные усилители).
- Подумайте, где вы будете работать (например, в помещении или на улице).
- Сравните основные характеристики конкурирующих сварочных аппаратов, например, рабочий цикл.
- Решите, нужен ли вам сжатый газ. Если да, примите соответствующие меры.
Эти шаги не только помогут вам пройти через процесс выбора сварщика. Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
Выбор подходящего сварочного аппарата с приводом от двигателя
Независимо от поставленной задачи всегда важно иметь правильный инструмент для работы. Тот же принцип применим к сварочным аппаратам с приводом от двигателя. Однако с таким большим количеством оборудования, которое доступно на рынке, процесс выбора подходящего сварочного аппарата с приводом от двигателя для вашего применения может быть ошеломляющим. Без соответствующих знаний легко выбрать неправильную машину для данного приложения. Он может быть слишком маленьким и не соответствовать потребностям работы, или он может быть слишком большим, что означает, что вы, вероятно, перетратили. Эти ошибки в суждениях совершаются каждый день при покупке или аренде сварочного оборудования с приводом от двигателя, исправление которых требует времени, усилий и денег.
Вы можете избежать этих ошибок при покупке или аренде следующего сварочного аппарата с приводом от двигателя, учитывая следующие пять соображений:
1. Тип топлива
2. Мощность сварки/рабочий цикл
3. Вспомогательная выходная мощность
4. Производитель двигателя
5. Дополнительные функции
Топливо
Первый вопрос, на который следует обратить внимание, это тип топлива. Три основных варианта топлива: бензин, дизельное топливо и сжиженный нефтяной газ (LPG).
Бензиновые
Бензиновые сварочные аппараты с приводом от двигателя обычно меньше по размеру и имеют более ограниченную производительность. Типичная газосварочная установка будет производить сварочную мощность 300 А или меньше. Как правило, они доступны по более низкой первоначальной стоимости, чем дизельные машины, но они потребляют больше топлива и запрещены на некоторых рабочих площадках из-за низкой температуры вспышки бензина. Кроме того, газовые двигатели с более высокими оборотами требуют более частого обслуживания.
Дизель
Дизельные сварочные аппараты обычно относятся к классу 300А и выше. У них более высокие первоначальные затраты, чем у газовых двигателей, но они являются рабочими лошадками на строительной площадке с большей мощностью сварки и вспомогательного оборудования, чем их газовые аналоги. Дизельные двигатели также на 35% более экономичны и обычно имеют более длительный срок службы, чем газовые двигатели. Кроме того, на некоторых рабочих площадках требуются дизельные двигатели из соображений безопасности.
Газовые двигатели
Газовые двигатели аналогичны бензиновым, но они работают на чистом топливе. Сварочный аппарат, работающий на сжиженном газе, является идеальным выбором для сред, где выбросы бензина и дизельного топлива неприемлемы
Мощность сварки/рабочий цикл
После определения наилучшего варианта топлива важно выбрать сварочный аппарат/генератор, соответствующий вашим требованиям. Самое важное, что нужно определить, это то, какая мощность вам нужна для запуска процесса сварки. Слишком часто клиенты просят блок на 400 А, не зная, что это значит и что им нужно. Примите во внимание то, что указано ниже, при определении необходимого результата.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При SMAW с электродами до 5/32 обычно достаточно аппарата на 200 А. Большие электроды требуют более высокой силы тока, а более высокая сила тока потребует большей машины.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Как и SMAW, GTAW представляет собой процесс постоянного тока. Для большинства приложений GTAW не требуется более 200–300 А.
Порошковая проволока
При сварке на открытом воздухе ветер сдувает защитный газ со сварного шва, поэтому для защиты сварочной ванны необходима порошковая проволока. Провода, используемые в этом процессе, требуют источника постоянного напряжения, который обычно составляет 300 А или больше. Перед выбором сварочного аппарата важно проконсультироваться с вашими процедурами сварки, чтобы узнать, какой ток вам понадобится.
Дуговая строжка
Рис. 1. Сварочный аппарат/генератор Dual Maverick™ 200/200X с приводом от двигателя показан работающим на объекте в Кливленде, штат Огайо.
Дуговая строжка — это процесс, при котором металл плавится и выдувается, удаляя его с основного материала. Этот процесс требует больших затрат энергии и сильно нагружает небольшие машины. Если вы планируете выполнять дуговую строжку, рекомендуется более крупная машина для более быстрого удаления материала. Для 1/4 дюйма рекомендуемая мощность составляет 300 А, а для 3/8 дюйма — 450 А.
Предложения с одним или двумя выходами
Хотя большинство машин имеют один набор выходных шпилек, некоторые предлагают два, например Dual Maverick™ 200/200X от Lincoln Electric (рис. 1). Машина с несколькими наборами выходных шпилек может оказаться полезной на многолюдных рабочих площадках. На одну машину меньше, значит больше экономия топлива, меньше вредных выбросов и меньше шума.
После того, как вы поймете свой процесс, оцените мощность сварки, рабочий цикл и мощность аппарата, чтобы убедиться, что он подходит для вашего применения.
Таблица 1: Представлена разбивка по классам силы тока и номинальному рабочему циклу IEC.
Первое, что нужно понять, это реальная производительность машины. Это определяется рабочим циклом. Промышленным стандартом рабочих циклов сварочных аппаратов является рейтинг Международной электротехнической комиссии (МЭК). В рейтинге IEC используется формула для расчета времени, в течение которого сварочный аппарат может работать при определенной силе тока и напряжении (таблица 1).
В первой части этого рассказа о выборе подходящего сварочного аппарата с приводом от двигателя для вашего применения были рассмотрены два момента — тип топлива и мощность сварки/рабочий цикл. Вот вторая часть этой истории, где приведены распространенные подводные камни, а также последние три пункта — вспомогательная мощность, производитель двигателя и дополнительный функционал.
Распространенная ошибка № 1: Сравнение сварочных аппаратов исключительно по названиям моделей
Некоторые производители обходят формулу Международной электротехнической комиссии (МЭК) и дают названия своему оборудованию на основе нереальной силы тока. Это может подтолкнуть клиентов к принятию ошибочных решений, что отрицательно скажется на их способности выполнять работу. При покупке сварочного аппарата действительно важны реальная мощность сварки и мощность. Обязательно смотрите дальше названия продукта и сравнивайте характеристики конкурирующих машин, которые можно найти в литературе по продуктам или в руководствах пользователя.
Лучше всего сравнить рейтинг каждой машины по стандарту IEC. Иногда номинальные токи двух машин совпадают, но напряжение или рабочие циклы различаются. Более высокие напряжения, рабочие циклы и мощность означают большую производительность.
Lincoln Electric помогает устранить эту путаницу, называя свои машины Vantage® в соответствии с классом силы тока IEC и мощностью в лошадиных силах. Это дает клиентам более четкое представление о том, что они получают. Кроме того, сварочный аппарат компании Vantage® с приводом от двигателя имеет паспортную табличку, на которой указан рабочий цикл аппарата.
Вспомогательный выход
Также важно учитывать ваши потребности в дополнительном питании. Сварочные аппараты с приводом от двигателя генерируют вспомогательную энергию (переменного тока), которую можно использовать для питания осветительных приборов, насосов, электроинструментов и других устройств. Как и в случае с мощностью сварки, важно внимательно изучить технические характеристики машины, чтобы обеспечить достоверное сравнение. Для вспомогательной мощности часто используются два номинала: пиковая мощность и непрерывная мощность.
Распространенная ошибка № 2: неправильное сравнение вспомогательной мощности
Пиковый, непрерывный, трехфазный, однофазный — с таким количеством различных типов и способов оценки вспомогательного (переменного) выхода вашей машины можно запутаться. Вот несколько вещей, которые нужно помнить, которые помогут вам получить необходимое количество энергии.
Пиковая мощность по сравнению с постоянной мощностью
Пиковая мощность всегда будет выше, чем непрерывная мощность, но может поддерживаться только в течение короткого времени (около 30 секунд или менее). Пиковая мощность необходима для определенных приложений, таких как запуск насосов или других индуктивных нагрузок, для запуска которых может потребоваться большой пусковой ток. После этого начального всплеска он переходит на более низкую непрерывную номинальную мощность. Непрерывная мощность — это мощность, доступная при 100% рабочем цикле.
Всегда проверяйте, что вы сравниваете пиковые рейтинги с пиковыми рейтингами и непрерывные рейтинги с непрерывными рейтингами.
Возможности однофазного и трехфазного питания
Однофазное и трехфазное вспомогательное питание принципиально различаются из-за конструкции цепи переменного тока. В результате эти два типа результатов нельзя сравнивать напрямую. Что еще более важно, инструменты на строительной площадке могут требоваться друг от друга. Например, большинство ручных инструментов являются однофазными, в то время как многим насосам, сварочным аппаратам и устройствам плазменной резки требуется трехфазное питание. Кроме того, доступная трехфазная мощность будет выше, чем доступная однофазная мощность.
Еще раз обязательно сравните имеющиеся трехфазные с трехфазными и однофазные с однофазными.
Одновременная сварка и вспомогательная мощность
Как и номинальная мощность сварки, номинальная вспомогательная мощность — это максимальная мощность, которую может дать аппарат. Эти машины предназначены для обеспечения как вспомогательной, так и сварочной производительности одновременно, но есть некоторые компромиссы (таблица 2).
Таблица 2: Пример вспомогательной и сварочной мощности при различных силах тока и мощности.
Как видите, при увеличении мощности сварки доступная вспомогательная мощность уменьшается, и наоборот. Прежде чем покупать или арендовать, важно понимать потребности вашей рабочей площадки (рис. 2) и области применения.
Наконец, в зависимости от доступного вспомогательного выхода аппарата можно запустить второго оператора, подключив сварочный аппарат инверторного типа для одновременного получения двух дуг. Например, Vantage® 549X с дизельным двигателем может питать инверторный сварочный аппарат Flextec® 350X PowerConnect.
Производитель двигателя
Рис. 2. На снимке строительная площадка Hudson Yards.
Доступно несколько двигателей одного класса силы тока. Это еще один важный момент в процессе покупки. Сети обслуживания двигателей могут различаться в зависимости от местоположения, поэтому по причинам технического обслуживания вам следует рассмотреть производителя двигателей, который присутствует в вашем регионе. Кроме того, вы можете оптимизировать свои операции по техническому обслуживанию, используя один и тот же производитель двигателей для всего вашего парка сварочных аппаратов, подъемников, буксирных двигателей и т. д.
Дополнительные функциональные возможности
Хотя все машины имеют сварочный и вспомогательный выход, некоторые машины предлагают дополнительные функциональные возможности, чтобы максимально увеличить их универсальность на рабочей площадке. Lincoln Electric предлагает сварочные аппараты с приводом от двигателя со встроенными воздушными компрессорами, гидравлическими насосами и аккумуляторными клеммами для запуска от внешнего источника. Это может сэкономить место на вашем грузовике или на рабочей площадке за счет объединения нескольких функций в одном оборудовании. Еще одним преимуществом является то, что вам не придется отключать краны или инструменты от двигателя грузовика, что позволяет экономить топливо и снижает износ двигателя грузовика. Это особенно полезно в районах, где двигатель автомобиля не работает на холостом ходу.
Заключение
С таким количеством сварочных аппаратов с механическим приводом, представленным на рынке, легко растеряться. Не забудьте сохранить процесс простым, сосредоточив внимание на пяти основных аспектах: тип топлива, мощность сварки/рабочий цикл, вспомогательная мощность, производитель двигателя и дополнительные функции. Пусть вас не смущают названия продуктов, которые иногда могут намеренно вводить в заблуждение. Всю необходимую информацию можно найти в листе технических характеристик продукта или в руководстве пользователя. Просто просмотрите документацию и купите то, что вам нужно.
Каталожные номера:
Правильный выбор сварочного аппарата с приводом от двигателя: Часть 1 | Американское общество сварщиков | 29 июля 2020 г. | Представлено AWS | https://insights.globalspec.com/article/14651/выбор правильного сварочного аппарата с приводом от двигателя, часть-1
Выбор подходящего сварочного аппарата с приводом от двигателя: часть 2 | Американское общество сварщиков | 29 июля 2020 г. | Представлено AWS |https://insights.globalspec.com/article/14654/choosing-the-right-engine-driven-wedding-machine-part-2
Выбор подходящего сварочного аппарата с приводом от двигателя
Независимо от поставленной задачи всегда важно иметь правильный инструмент для работы. Тот же принцип применим к сварочным аппаратам с приводом от двигателя. Однако с таким большим количеством оборудования, которое доступно на рынке, процесс выбора подходящего сварочного аппарата с приводом от двигателя для вашего применения может быть ошеломляющим. Без соответствующих знаний легко выбрать неправильную машину для данного приложения. Он может быть слишком маленьким и не соответствовать потребностям работы, или он может быть слишком большим, что означает, что вы, вероятно, перетратили. Люди совершают эти ошибки в суждениях каждый день при покупке или аренде сварочного оборудования с приводом от двигателя, и для исправления этих ошибок требуется время, усилия и деньги.
К счастью, вы можете
избежать этих ошибок при покупке или аренде следующего сварочного аппарата с приводом от двигателя, учитывая пять соображений:
- Тип топлива
- Мощность сварки/рабочий цикл
- Вспомогательный источник питания
- Производитель двигателя
- Дополнительные функции
ТОПЛИВО
Первое, на что следует обратить внимание, это тип топлива. Три основных варианта топлива: бензин, дизель и сжиженный газ.
БЕНЗИН
Сварочные аппараты с бензиновым двигателем обычно меньше по размеру и имеют более ограниченную мощность. Типичный газосварщик будет производить сварочную мощность 300 А или меньше. Как правило, они доступны по более низкой первоначальной стоимости, чем дизельные машины, но они потребляют больше топлива и запрещены на некоторых рабочих площадках из-за низкой температуры вспышки бензина. Кроме того, газовые двигатели с более высокими оборотами требуют более частого обслуживания.
ДИЗЕЛЬ
Дизельные сварочные аппараты обычно относятся к классу 300А и выше. У них более высокие первоначальные затраты, чем у газовых двигателей, но они являются рабочими лошадками на строительной площадке с большей мощностью сварки и вспомогательного оборудования, чем их газовые аналоги. Дизельные двигатели также на 35% более экономичны и обычно имеют более длительный срок службы, чем газовые двигатели. Наконец, на некоторых рабочих площадках по соображениям безопасности требуются дизельные двигатели.
Газовые двигатели
Газовые двигатели очень похожи на бензиновые двигатели, но они сжигают чистое топливо, что делает их более подходящими для использования в плохо вентилируемых помещениях. Сварочный аппарат с двигателем, работающим на сжиженном нефтяном газе, является идеальным выбором для сред, где выбросы бензина и дизельного топлива неприемлемы.
СВАРОЧНАЯ МОЩНОСТЬ/ПРОГРАММА РАБОТЫ
После определения наилучшего варианта топлива важно выбрать сварочный аппарат/генератор, соответствующий вашим требованиям. Самое важное, что нужно определить, это то, какая мощность вам нужна для запуска процесса сварки. Слишком часто клиенты просят сварочный аппарат на 400 А, не зная, что это значит и что им на самом деле нужно. При определении необходимого выхода учитывайте следующее:
СТИК
При сварке электродами до 5/32 обычно достаточно аппарата на 200 А. Большие электроды требуют более высокой силы тока, а более высокая сила тока потребует большей машины.
TIG
Подобно палке, TIG представляет собой процесс постоянного тока (CC). Для большинства применений TIG не требуется более 200–300 ампер.
ПОРОКОВАЯ ПРОВОЛОКА
При сварке на открытом воздухе ветер сдувает защитный газ со сварного шва, поэтому для защиты сварочной ванны необходима порошковая проволока. Провода, используемые в этом процессе, требуют источника постоянного напряжения (CV), который обычно составляет 300 А или больше. Перед выбором сварочного аппарата важно проконсультироваться с вашими процедурами сварки, чтобы узнать, какой ток вам понадобится.
ДУГОВАЯ СТАРКА
Дуговая строжка — это процесс, при котором металл плавится и выдувается, удаляя его с основного материала. Этот процесс требует больших затрат энергии и сильно нагружает небольшие машины. Если вы планируете выполнять дуговую строжку, рекомендуется более крупная машина для более быстрого удаления материала. Для ¼-дюймового карбона рекомендуемая мощность составляет 300 ампер, а для 3/8-дюймового карбона — 450 ампер.
ОДИНАРНЫЙ ИЛИ ДВОЙНОЙ ВЫХОД
Хотя большинство машин имеют один комплект выходных шпилек, некоторые предлагают два комплекта – например, Dual Maverick 200/200X от Lincoln Electric. Машина с несколькими наборами выходных шпилек может оказаться полезной на многолюдных рабочих площадках. На одну машину меньше, значит больше экономия топлива, меньше выбросов и меньше шума.
Как только вы поймете свой процесс, оцените мощность сварки, рабочий цикл и мощность машины, чтобы убедиться, что она подходит для вашего применения.
Первое, что нужно понять, это реальная производительность машины. Это определяется рабочим циклом. Промышленным стандартом рабочих циклов сварщиков является рейтинг IEC. В рейтинге IEC используется формула для расчета времени, в течение которого сварочный аппарат может работать при определенной силе тока и напряжении. Распределение выглядит следующим образом:
ОБЫЧНАЯ Ловушка №1: СРАВНЕНИЕ СВАРОЧНЫХ АППАРАТОВ ТОЛЬКО ПО НАЗВАНИЯМ МОДЕЛЕЙ.
Некоторые производители обходят формулу IEC и дают названия своему оборудованию на основе нереальной силы тока. Это может подтолкнуть клиентов к принятию ошибочных решений, что негативно повлияет на их способность выполнять работу. При покупке сварочного аппарата действительно важны его мощность и мощность сварки. Обязательно смотрите дальше названия продукта и сравнивайте характеристики конкурирующих машин, которые можно найти в литературе по продуктам или в руководствах пользователя.
Лучше всего сравнить рейтинг каждой машины по стандарту IEC. Иногда номинальные токи двух машин совпадают, но напряжение или рабочие циклы различаются. Более высокие напряжения, рабочие циклы и мощность означают большую производительность.
Lincoln Electric устраняет эту путаницу, называя свои машины в соответствии с классом силы тока IEC и мощностью в лошадиных силах. Это дает клиенту более четкое представление о том, что он получает, и гарантирует, что он получает то, за что платит. Кроме того, сварочный аппарат Lincoln Electric Vantage оснащен заводской табличкой, на которой указан рабочий цикл аппарата, чтобы избежать путаницы.
Вспомогательный выход Также важно учитывать потребности в дополнительном питании. Сварочные аппараты с двигателями также генерируют вспомогательную энергию (переменного тока), которую можно использовать для питания осветительных приборов, насосов, электроинструментов и других устройств. Как и в случае с мощностью сварки, важно внимательно изучить технические характеристики машины, чтобы обеспечить достоверное сравнение. Для вспомогательной мощности часто используются два номинала: пиковая мощность и непрерывная мощность.
ОБЫЧНАЯ Ловушка №2: НЕПРАВИЛЬНОЕ СРАВНЕНИЕ ВСПОМОГАТЕЛЬНОЙ МОЩНОСТИ
Пиковый, непрерывный, трехфазный, однофазный, с таким количеством различных типов и способов оценки вспомогательного (переменного) выхода вашей машины, что это может привести к путанице. Вот несколько вещей, которые нужно помнить, которые помогут вам получить необходимое количество энергии.
ПИКОВАЯ МОЩНОСТЬ СРАВН. НЕПРЕРЫВНАЯ МОЩНОСТЬ
Пиковая мощность всегда будет выше постоянной мощности, но может поддерживаться только в течение короткого времени (около 30 секунд или менее). Пиковая мощность необходима для определенных приложений, таких как запуск насосов или других индуктивных нагрузок, для запуска которых может потребоваться большой пусковой ток. Непрерывная мощность — это мощность, доступная при 100% рабочем цикле.
Всегда проверяйте, что вы сравниваете пиковые рейтинги с пиковыми рейтингами и непрерывные рейтинги с непрерывными рейтингами.
ОДНОФАЗНЫЙ ПРОТИВ. ТРЕХФАЗНЫЕ
Однофазное и трехфазное вспомогательное питание принципиально различаются из-за конструкции цепи переменного тока. В результате эти два типа результатов нельзя сравнивать напрямую. Что еще более важно, инструменты на строительной площадке могут требоваться друг от друга. Например, большинство ручных инструментов являются однофазными, тогда как многие насосы, сварочные аппараты и плазменные резаки требуют трехфазного питания. Кроме того, доступная трехфазная мощность будет выше, чем доступная однофазная мощность.
Еще раз обязательно сравните имеющиеся трехфазные с трехфазными и однофазные с однофазными.
ОДНОВРЕМЕННАЯ СВАРКА И ВСПОМОГАТЕЛЬНАЯ МОЩНОСТЬ
Как и номинальная мощность сварки, номинальная вспомогательная мощность — это максимальная мощность, которую может дать аппарат. Эти машины предназначены для одновременного обеспечения вспомогательной и сварочной производительности, но есть некоторые компромиссы. Следующая таблица является примером этого.
Как видите, при увеличении мощности сварки доступная вспомогательная мощность уменьшается, и наоборот. Прежде чем покупать или арендовать, важно понять потребности вашей рабочей площадки и области применения.
Наконец, в зависимости от доступного вспомогательного выхода аппарата можно запустить второго оператора, подключив сварочный аппарат инверторного типа для одновременного получения двух дуг. Например, Vantage 549X с дизельным двигателем может питать инверторный сварочный аппарат Flextec 350X PowerConnect.
ПРОИЗВОДИТЕЛЬ ДВИГАТЕЛЯ
Имеется несколько двигателей одного класса силы тока. Это еще один важный момент в процессе покупки. Сети обслуживания двигателей могут различаться в зависимости от местоположения, поэтому по причинам технического обслуживания вам следует рассмотреть производителя двигателей, который присутствует в вашем регионе. Кроме того, вы можете упростить операции по техническому обслуживанию, используя один и тот же производитель двигателей для всего парка: сварочные аппараты, подъемники, буксирные двигатели и т. д.
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ
Несмотря на то, что все машины предлагают сварочные и вспомогательные функции, некоторые машины предлагают дополнительные функции, чтобы максимизировать их универсальность на рабочей площадке. Lincoln Electric предлагает сварочные аппараты с приводом от двигателя со встроенными воздушными компрессорами, гидравлическими насосами и аккумуляторными клеммами для запуска от внешнего источника. Это может сэкономить место на вашем грузовике или на рабочей площадке за счет объединения нескольких функций в одном оборудовании. Еще одним важным преимуществом является то, что вам не придется отключать краны или инструменты от двигателя вашего грузовика, что экономит топливо и снижает износ двигателя грузовика. Это особенно полезно в районах, где двигатель автомобиля не работает на холостом ходу.
С таким количеством сварочных аппаратов, доступных на рынке, легко растеряться. Не забудьте сохранить процесс простым, сосредоточив внимание на пяти основных факторах, изложенных выше: тип топлива, мощность сварки/рабочий цикл, вспомогательная мощность, производитель двигателя и дополнительные функции. Пусть вас не смущают названия продуктов, которые иногда могут намеренно вводить в заблуждение. Всю необходимую информацию можно найти в листе технических характеристик продукта или в руководстве пользователя. Просто просмотрите документацию и купите то, что вам нужно.
Что такое дуговая сварка металлическим газом? (Сварка MIG / MAG Welding)
Сварка в среде инертного газа (MIG) и сварка в среде активного газа (MAG), номера процессов 131 и 135 соответственно в соответствии со стандартом ISO 4063, являются вариантами процесса дуговой сварки в среде защитного газа (GMAW). , как их чаще называют в США и некоторых других странах. Они используют тепло, создаваемое электрической дугой между расходуемым металлическим электродом и заготовкой, создавая сварочную ванну и сплавляя их вместе, образуя соединение. Дуга и сварочная ванна защищены от окружающей среды и загрязнений защитным газом.
Это часть серии часто задаваемых вопросов TWI.
MIG/MAG подобен другим процессам дуговой сварки, т.е. ММА, в котором тепло для сварки вырабатывается путем образования дуги между расходуемым металлическим электродом и заготовкой; электрод плавится, образуя сварной шов. Основное отличие состоит в том, что металлический электрод представляет собой проволоку малого диаметра, непрерывно подаваемую через контактный наконечник сварочной горелки с катушки с проволокой, а защитный газ подается через сварочную горелку. Поскольку проволока подается непрерывно, ручной процесс иногда называют полуавтоматической сваркой. При сварке MIG и MAG для защиты дуги используется подача газа, в отличие от MMA, где флюс на электроде расплавляется для защиты дуги.
В чем разница между MIG и MAG?
Единственная разница между MIG и MAG заключается в типе используемого защитного газа.
Состав защитного газа важен, поскольку он оказывает значительное влияние на стабильность дуги, перенос металла, профиль сварного шва, проплавление и степень разбрызгивания.
Сварка MIG (металл в инертном газе): В этом процессе в качестве защитного газа используются инертные газы или газовые смеси. Аргон и гелий или смеси Ar/He являются инертными газами и обычно используются для сварки MIG цветных металлов, таких как алюминий. Инертные газы не вступают в реакцию с присадочным материалом или сварочной ванной.
Сварка MAG (металлический активный газ): В этом процессе используются активные защитные газы. Эти газы могут вступать в реакцию с присадочным металлом, перемещающимся через дугу и сварочную ванну, влияя на его химический состав и/или результирующие механические свойства.
Активные защитные газы, используемые для сварки сталей, представляют собой двуокись углерода или смеси аргона, двуокиси углерода и кислорода. Примеры этих активных газов включают CO 2 , Ar + от 2 до 5% O 2 , Ar + от 5 до 25% CO 2 и Ar + CO 2 + O 2 .
Газы для других материалов могут включать водород, азот или другие специальные газы.
Режим переноса металла
Способ, или режим, при котором металл переносится из присадочной проволоки в сварочную ванну, во многом определяет особенности технологического процесса. В соответствии с ISO 4063 существует четыре основных режима переноса металла:
- Короткое замыкание (погружной перенос)
- Шаровидная передача
- Спрей-перенос
- Импульсная передача
Перенос металла с коротким замыканием используется для операций с низким подводом тепла, и требуется навык, чтобы избежать непровара. При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на кончике проволоки, переносится проволокой, погружающейся в сварочную ванну. Это достигается установкой низкого напряжения. Внимание при установке напряжения и индуктивности в зависимости от скорости подачи проволоки необходимо для сведения к минимуму разбрызгивания. Индуктивность используется для контроля скачков тока, возникающих при погружении проволоки в сварочную ванну.
Для переноса распылением требуются более высокое напряжение и ток, что приводит к более высокому подводу тепла. Расплавленный металл на конце проволоки переходит в сварочную ванну в виде брызг мелких капель (меньше диаметра проволоки). Однако существует минимальный уровень тока или порог, ниже которого капли не проецируются принудительно через дугу; это глобальный перенос. Если предпринимается попытка сварки значительно ниже порогового уровня тока, малой силы дуги недостаточно для предотвращения образования крупных капель на конце проволоки. Эти капли хаотично перемещаются по дуге под действием обычной гравитационной силы, часто образуя большое количество брызг, а иногда также может происходить перенос по падению.
Импульсный режим был разработан как средство снижения тепловложения при переносе распылением при сохранении его преимуществ. Перенос металла распылением достигается путем подачи импульсов высокого тока, каждый импульс имеет достаточную силу, чтобы отделить каплю металла сварного шва.
Обычная сварка MIG/MAG выполняется с использованием источника постоянного напряжения, который обеспечивает стабильную «саморегулирующуюся» дугу.
Каковы преимущества сварки MIG/MAG?
- может работать несколькими способами, в том числе полуавтоматически и полностью автоматически, в том числе роботизированно
- позволяет быстро производить высококачественные сварные швы
- из-за отсутствия флюса нет возможности застревания шлака в металле сварного шва
- — это универсальный процесс, который можно использовать для соединения различных металлов и сплавов . Сварку MAG
- можно выполнять во всех положениях, что делает ее одним из наиболее широко используемых сварочных процессов.
Каковы недостатки сварки MIG/MAG?
- для вертикальной или потолочной сварки требуется передача короткого замыкания. При отсутствии быстрозамерзающего флюса ничто не удерживает жидкую сварочную ванну в положении . Сварка
- не может выполняться на открытом воздухе без ограждений, так как сварочный газ должен быть защищен от ветра
- с ограниченным количеством раскислителей, доступных в процессе, вся ржавчина должна быть удалена с заготовки до начала сварки. Дуговая сварка порошковой проволокой
- (сварка MAG порошковой проволокой) может больше подходить для позиционной сварки и наружных работ. Как и во всех дуговых процессах, необходимо носить надлежащие PPI и, в частности, средства защиты глаз
Опыт сварки MIG и MAG
Компания TWI обладает значительными знаниями и опытом в разработке и квалификации процедур сварки MIG/MAG для различных применений в промышленности.
Дымы и газы : Ответы по охране труда
Что такое сварочный дым?
Сварочный дым представляет собой сложную смесь металлических оксидов, силикатов и фторидов. Дым образуется, когда металл нагревается выше точки кипения, и его пары конденсируются в очень мелкие частицы (твердые частицы). Сварочные дымы обычно содержат частицы электрода и свариваемого материала.
Может ли изменяться состав сварочного дыма?
Да, состав сварочного дыма определяется металлами в свариваемом материале, составом электрода, покрытиями и другими факторами, такими как:
- Флюсы, содержащие диоксид кремния или фторид, образуют аморфный кремнезем, силикаты металлов и фторид дым.
- Дымы от сварки низкоуглеродистой стали содержат в основном железо с небольшими добавками металлов (хром, никель, марганец, молибден, ванадий, титан, кобальт, медь и т.д.).
- Нержавеющая сталь может содержать большее количество хрома, в том числе шестивалентного хрома, или никеля в дыме и меньшее количество железа.
- Никелевые сплавы содержат гораздо больше никеля в выхлопных газах и очень мало железа.
Как покрытия влияют на состав сварочного дыма?
Пары или пары могут исходить от покрытий и остатков на свариваемом металле. Некоторые ингредиенты покрытий могут оказывать токсическое воздействие. Эти ингредиенты включают:
- Жидкости из металлов, масла и ингибиторы ржавчины
- Цинк на оцинкованной стали (испаряется для получения оксида цинка)
- Кадмий Пейтинг
- хроматов
- Vapors от Paints и Setets и солеточных покрытий .
Металлические покрытия – источник вредных паров
Как удалить покрытия?
- Удалите покрытия из зоны сварки, чтобы свести к минимуму выделение дыма. Удаление покрытия также улучшит качество сварки.
- Используйте чистящие средства для удаления покрытий. Перед сваркой обязательно удалите все остатки.
- Используйте методы вакуумного удаления влажной суспензии для удаления очень токсичных покрытий.
- Не шлифовать покрытия. Шлифовальная пыль может быть токсичной.
- Соблюдайте соответствующие процедуры безопасности и используйте необходимые средства индивидуальной защиты во время процесса удаления покрытия, который будет основан на оценке рисков, инструкциях производителя и потенциальном воздействии.
Какие факторы влияют на воздействие сварочного дыма на рабочих?
- Тип сварочного процесса.
- Состав сварочной проволоки.
- Используемые напильники и недрагоценные металлы.
- Тип покрытия.
- Расположение (открытая площадка или замкнутое пространство).
- Тип управления вентиляцией (механическое или местное).
- Методы работы сварщика (например, удаление покрытий, очистка поверхностей, надлежащее положение во избежание вдыхания паров и газов, например, пребывание с против ветра при сварке на открытом воздухе или на открытом воздухе).
Что такое сварочные газы?
Сварочные газы – это газы, используемые или образующиеся в процессах сварки и резки, такие как защитные газы или газы, образующиеся при разложении флюсов или при взаимодействии ультрафиолетового света или высоких температур с газами или парами в воздухе.
Какие примеры сварочных газов?
Газы, используемые в процессах сварки и резки, включают:
- защитные газы, такие как двуокись углерода, аргон, гелий и т. д.
- топливные газы, такие как ацетилен, пропан, бутан и т. д.
- кислород, используемый с топливными газами, а также в небольших количествах в некоторых смесях защитных газов
Газы, образующиеся при сварке и резке, включают: разложение флюсов
Газы также образуются при термическом разложении покрытий:
- Полиуретановые покрытия могут выделять цианистый водород, формальдегид, двуокись углерода, окись углерода, оксиды азота и пары изоцианата.
- Эпоксидные покрытия могут выделять двуокись углерода и окись углерода.
- Виниловые краски могут выделять хлористый водород.
- Фосфатные антикоррозийные краски могут выделять фосфин во время сварочных процессов.
- Сведение к минимуму воздействия паров обезжиривающих растворителей.
| Таблица 1.0942 | Алюминий | Алюминиевый компонент некоторых сплавов, например инконелей, меди, цинка, стали, магния, латуни и присадочных материалов. | Респираторный раздражитель. | ||
|---|---|---|---|---|---|
| Бериллий | Отвердитель, содержащийся в медных, магниевых, алюминиевых сплавах и электрических контактах. | «Лихорадка металлического дыма». Канцероген. Другие хронические последствия включают поражение дыхательных путей. | |||
| Оксиды кадмия | Нержавеющая сталь, содержащая кадмий или материалы с покрытием, сплав цинка. | Раздражение дыхательной системы, боль и сухость в горле, боль в груди и затрудненное дыхание. Хронические эффекты включают повреждение почек и эмфизему. Подозрение на канцероген. | |||
| Хром | Большинство нержавеющих и высоколегированных материалов, сварочные прутки. Также используется в качестве облицовочного материала. Превращается в шестивалентный хром во время сварки. | Повышенный риск рака легких. У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). | |||
| Медь | Сплавы, такие как монель, латунь, бронза. Также несколько сварочных стержней. | Острые эффекты включают раздражение глаз, носа и горла, тошноту и «металлическую лихорадку». | |||
| Фториды | Общее электродное покрытие и флюс для низко- и высоколегированных сталей. | Острый эффект – раздражение глаз, носа и горла. Длительное воздействие может привести к проблемам с костями и суставами. Хронические эффекты также включают избыток жидкости в легких. | |||
| Оксиды железа | Основной загрязнитель во всех процессах сварки железа или стали. | Сидероз – доброкачественная форма заболевания легких, вызываемая частицами, отложившимися в легких. Острые симптомы включают раздражение носа и легких. Имеет тенденцию проясняться, когда воздействие прекращается. | |||
| Свинец | Припой, сплавы латуни и бронзы, грунтовка/покрытие на стали. | Хроническое воздействие на нервную систему, почки, пищеварительную систему и умственные способности. Может вызвать отравление свинцом. | |||
| Марганец | Большинство процессов сварки, особенно высокопрочных сталей. | «Лихорадка металлического дыма». Хронические эффекты могут включать проблемы с центральной нервной системой. | |||
| Молибден | Сплавы стали, железо, нержавеющая сталь, никелевые сплавы. | Острые эффекты: раздражение глаз, носа и горла и одышка. | |||
| Никель | Нержавеющая сталь, инконель, монель, хастеллой и другие высоколегированные материалы, сварочные прутки и сталь с покрытием. | Острый эффект – раздражение глаз, носа и горла. Повышенный риск рака был отмечен в профессиях, отличных от сварки. Также связан с дерматитом и проблемами с легкими. | |||
| Ванадий | Некоторые сплавы стали, железо, нержавеющая сталь, никелевые сплавы. | Острое действие – раздражение глаз, кожи и дыхательных путей. Хронические эффекты включают бронхит, ретинит, жидкость в легких и пневмонию. | |||
| Цинк | Оцинкованный и окрашенный металл. | Металлическая лихорадка. | |||
| Таблица 2 Эффект источника и здоровья сварки газов | |||
|---|---|---|---|
| Газовый тип | Источник | . | Легко всасывается в кровоток, вызывая головную боль, головокружение или мышечную слабость. Высокие концентрации могут привести к потере сознания и смерти |
| Фтористый водород | Разложение покрытий стержней. | Раздражает глаза и дыхательные пути. Чрезмерное воздействие может вызвать повреждение легких, почек, костей и печени. Хроническое воздействие может привести к хроническому раздражению носа, горла и бронхов. | |
| Оксиды азота | Образуются в дуге. | Раздражение глаз, носа и горла в низких концентрациях. Аномальная жидкость в легких и другие серьезные последствия при более высоких концентрациях. Хронические эффекты включают проблемы с легкими, такие как эмфизема. | |
| Дефицит кислорода | Сварка в замкнутом пространстве и вытеснение воздуха защитным газом. | Головокружение, спутанность сознания, удушье и смерть. | |
| Озон | Образуется в сварочной дуге, особенно в процессах плазменной дуги, MIG и TIG. | Острые эффекты включают жидкость в легких и кровотечение. Очень низкие концентрации (например, одна часть на миллион) вызывают головную боль и сухость глаз. Хронические эффекты включают значительные изменения функции легких. | |
| Table 3 Source and Health Effect of Organic Vapours as a result of Welding | ||
|---|---|---|
| Gas Type | Source | Health Effect |
| Aldehydes (such as formaldehyde) | Metal coating со связующими и пигментами. Обезжиривающие растворители | Раздражает глаза и дыхательные пути. |
| Диизоцианаты | Металл с полиуретановой краской. | Раздражение глаз, носа и горла. Высокая вероятность сенсибилизации, вызывающей астматические или другие аллергические симптомы, даже при очень низком воздействии. |
| Фосген | Металл с остаточными обезжиривающими растворителями. (Фосген образуется в результате реакции растворителя и сварочного излучения. ) | Сильное раздражение глаз, носа и дыхательной системы. Симптомы могут проявиться позже. |
| Фосфин | Металл, покрытый ингибиторами ржавчины. (Фосфин образуется в результате реакции ингибитора коррозии со сварочным излучением.) | Раздражает глаза и дыхательную систему, может повредить почки и другие органы. |
Источник: Таблицы 1–3 взяты из Справочника по опасностям сварочных газов и дыма Work Safe Alberta’s Welder, 2009 г.
Чем опасны сварочные газы?
Опасности от сварочных газов включают:
- удушье (недостаток кислорода)
- пожар или взрыв
- токсичность
Как предотвратить воздействие сварочного дыма и газов?
Важно следовать инструкциям производителя, паспортам безопасности (SDS) и мерам контроля опасностей, чтобы свести к минимуму риски и опасности, связанные со сварочным дымом и газами.
- Используйте материалы-заменители, такие как очистители на водной основе или растворители с высокой температурой воспламенения.
- Рассмотрите возможность использования менее дымообразующего или менее токсичного процесса или материала
- Накройте ванны или контейнеры обезжиривателя.
- Не выполняйте сварку на поверхностях, которые еще смочены обезжиривающим растворителем.
- Не проводить сварку рядом с ваннами для обезжиривания.
- Не используйте обезжириватели на основе хлорированных углеводородов.
- Безопасное удаление покрытий перед сваркой.
- Обеспечьте достаточную вентиляцию на рабочем месте, чтобы предотвратить вытеснение или обогащение кислородом и предотвратить накопление опасных веществ и легковоспламеняющихся атмосфер.
- Используйте местные вытяжные системы вентиляции, расположенные вблизи источника дыма, для удаления паров и газов из зоны дыхания сварщика.
- Носите соответствующие средства защиты органов дыхания в соответствии с программой защиты органов дыхания вашей компании.